This is just a collection of tabletop wargaming, miniature games, and models.
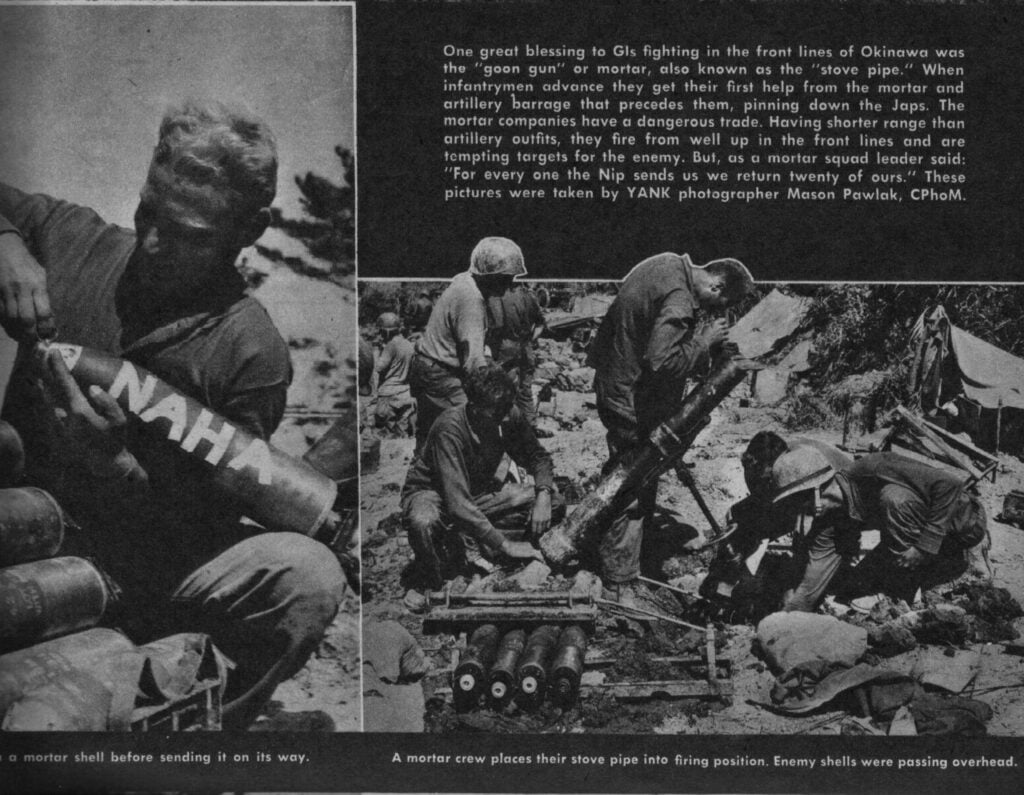
Cartoons in World War Two
Below is a list of Looney Tunes cartoon episodes broken out by year.
AUTHOR’S NOTE: Some of the videos contain stereotypes of women, ethnic/racial stereotypes, racism, sexism, homophobia, implicit violence, non-consensual situations, sexual harassment, and other attitudes that are objectively wrong by today’s standards. The author of this post rejects all of this and offers the information below for historical purposes to exemplify an aspect of World War II material culture.
You can acquire them from this third party site.
1940
- Patient Porky LT CN COLORIZED CENSORED
- A Gander at Mother Goose MM
- Of Fox And Hounds MM BR CN
- The Sour Puss LT CN COLORIZED
- The Egg Collector MM BR CN
- The Sour Puss LT CN COLORIZED
- Malibu Beach Party MM
- Africa Squeaks LT NO INTRO COLORIZED
- Porky’s Baseball Broadcast LT CN COLORIZED UNCUT
- The Wild Hare MM BR CN
- Porky’s Poor Fish LT CN COLORIZED
- Porky’s Last Stand LT CN
- The Chewin’ Bruin LT CN
- Porky’s Baseball Broadcast LT CN CENSORED
- Pilgrim Porky LT CN
- Elmer’s Candid Camera MM
- Porky’s Hired Hand LT CN VID
- Slap Happy Pappy LT CN COLORIZED
- Busy Bakers MM BR CN
- Ali-Baba Bound LT COLORIZED BQ
- Ali-Baba Bound LT COLORIZED GQ
- Shop, Look & Listen MM
- Stage Fright MM BR CN
- Ghost Wanted MM CN
- Calling Dr. Porky LT CN COLORIZED
- A Wild Hare MM
- Tom Thumb in Trouble MM BR CN
- You Ought to Be in Pictures LT
- Sniffles Takes a Trip MM BR
- Confederate Honey MM
- Good Night Elmer MM CN
- Bedtime for Sniffles MM BR
- The Early Worm Gets the Bird MM BR
- Little Blabbermouse MM BR CN
- Holiday Highlights MM CN
- Circus Today MM BR
- The Bear’s Tale MM BR
- You Ought to Be in Pictures LT CN COLORIZED
- Cross Country Detours MM BR
- The Hardship of Miles Standish MM CN
- Prehistoric Porky LT CN COLORIZED
- The Timid Toreador LT
- Wacky Wildlife MM BR CN
- Porky’s Last Stand LT AS COLORIZED
- Africa Squeaks LT
- Ceiling Hero MM
- Mighty Hunters MM BR
1941
- All This and Rabbit Stew MM
- Sport Chumpions MM CN
- Goofy Groceries MM BR
- Porky’s Preview LT COLORIZED CENSORED
- The Heckling Hare MM CUT
- Rhapsody in Rivets MM BR
- Joe Glow, the Firefly LT
- Inki and the Lion MM BR
- Hollywood Steps Out MM BR
- Tortoise Beats Hare MM
- Porky’s Prize Pony LT
- Toy Trouble MM BR CN CENSORED
- Saddle Silly MM
- Meet John Doughboy LT CN
- The Haunted Mouse LT
- Wabbit Twouble MM
- Porky’s Bear Facts LT CN COLORIZED
- The Fighting 69½th MM BR CN CENSORED
- Bug Parade MM BR
- Porky’s Pooch LT CN
- The Wacky Worm MM BR
- Porky’s Snooze Reel LT CN COLORIZED VID
- Farm Frolics MM BR
- Aviation Vacation MM
- Aviation Vacation MM
- The Crackpot Quail MM CN
- Hiawatha’s Rabbit Hunt MM CN
- Bugs Bunny – Hiawatha’s Rabbit Hunt – (1941)
- The Brave Little Bat MM BR CN
- Sniffles Bells the Cat MM BR CN
- The Cat’s Tale MM BR
- A Coy Decoy LT LOGO
- The Henpecked Duck LT CN COLORIZED
- The Trial of Mr. Wolf MM BR CN
- Bugs Bunny – 1941 – Tortoise Beats Hare
- Tortoise Beats Hare MM
- The Henpecked Duck LT
- Notes to You LT BR COLORIZED
- Elmer’s Pet Rabbit MM
- Bugs Bunny – 1941 – Elmer’s Pet Rabbit
- Porky’s Midnight Matinee LT COLORIZED
- Snowtime for Comedy MM BR
- Porky’s Ant LT COLORIZED
- Rookie Revue MM
- Robinson Crusoe Jr. LT COLORIZED
- We, the Animals-Squeak! LT COLORIZED
- The Cagey Canary MM BR
1942
- Lights Fantastic MM
- Double Chaser MM BR CN
- Bugs Bunny – 1942 – Crazy Cruise
- Hold the Lion, Please MM CN
- Hobby Horse-Laffs LT
- The Hep Cat LT BR
- Fresh Hare MM LOGO
- Daffy’s Southern Exposure LT COLORIZED
- The Hare-Brained Hypnotist MM
- Porky’s Cafe LT CN COLORIZED
- Crazy Cruise MM
- Gopher Goofy LT
- Nutty News LT CN
- Bugs Bunny Gets the Boid MM
- Bugs Bunny – 1942 – Fresh Hare
- The Sheepish Wolf MM BR
- Bugs Bunny – 1942 – The Hare-Brained Hypnotist
- Who’s Who in the Zoo LT CN COLORIZED
- The Daffy Duckaroo LT
- Saps in Chaps LT
- The Dover Boys MM
- Dog Tired MM CN
- The Wacky Wabbit MM CN
- Fox Pop MM BR CN
- The Bird Came C.O.D. MM CN
- The Impatient Patient LT CN COLORIZED
- Foney Fables MM CN
- Aloha Hooey MM CN
- Ding Dog Daddy MM CN
- Porky’s Pastry Pirates LT CN COLORIZED
- Hop, Skip and a Chump MM BR CN
- Horton Hatches the Egg MM BR
- Eatin’ on the Cuff LT
- A Tale of Two Kitties MM BR
- The Draft Horse MM
- The Wabbit Who Came to Supper MM VID
- The Squawkin’ Hawk MM BR
- My Favorite Duck LT BR
- Conrad the Sailor MM
- Case of the Missing Hare MM
- Wacky Blackout LT CN
- The Ducktators LT CN
1943
- Super-Rabbit MM CN
- Wackiki Wabbit MM CN
- The Aristo-Cat MM BR CN
- Hop and Go LT CENSORED
- A Corny Concerto MM
- Greetings Bait MM BR CN
- To Duck Or Not To Duck LT
- Tokio Jokio LT
- Yankee Doodle Daffy LT
- Tortoise Wins by a Hare MM
- Flop Goes the Weasel MM BR
- Puss N’ Booty LT CN
- Inki and the Minah Bird MM BR
- Tin Pan Alley Cats MM
- Coal Black And De Sebben Dwarfs MM
- Confusions of a Nutzy Spy LT
- The Unbearable Bear MM BR
- Hiss and Make Up MM BR CN
- Fin’n Catty MM BR
- Scrap Happy Daffy LT
- Falling Hare MM
- Pigs in a Polka MM BR
- An Itch in Time MM BR
- Porky Pig’s Feat LT
- Jack-Wabbit and the Beanstalk MM
- Daffy-The Commando LT
- The Fifth Column Mouse MM BR
- The Wise Quacking Duck LT
- Falling Hare MM CUT RANGE
1944
- Tick Tock Tuckered LT BR CN
- Tom Turk and Daffy LT LOGO
- Duck Soup to Nuts LT BR
- Little Red Riding Rabbit MM
- Slightly Daffy MM BR
- Meatless Flyday MM CN
- Booby Hatched LT BR CN
- The Stupid Cupid LT BR CN CENSORED
- Hare Force MM CN
- Stage Door Cartoon MM
- The Weakly Reporter MM
- Plane Daffy LT
- The Old Grey Hare MM
- From Hand to Mouse LT BR
- Lost and Foundling MM BR
- Brother Brat LT
- Swooner Crooner LT BR
- Buckaroo Bugs LT CN
- What’s Cookin’ Doc MM VID
- Russian Rhapsody MM
- Hare Ribbin’ LT
- Birdy and the Beast MM CN
- I Got Plenty of Mutton LT
- Angel Puss LT
- Bugs Bunny and the Three Bears MM
- Goldilocks and the Jivin’ Bears MM
- Bugs Bunny Nips the Nips MM
1945
- Nasty Quacks MM CN
- Hare Conditioned LT
- Trap Happy Porky LT BR CN CENSORED
- Fresh Airedale MM BR CN
- Odor-Able Kitty LT BR CN
- Ain’t That Ducky LT BR
- Behind the Meat-Ball LT
- A Tale of Two Mice LT BR CN
- Herr Meets Hare MM CN
- The Unruly Hare LT CN
- A Gruesome Twosome MM VID
- Hare Trigger MM CN
- The Bashful Buzzard LT BR
- Life with Feathers MM BR
- Hare Tonic LT CN
- Draftee Daffy LT
- Peck Up Your Troubles MM BR
- Wagon Heels MM
US Girl Interprets at Front in GI Garb

Taken from a Stars and Stripes weekly publication, Wednesday, September 27th 1944. Monica Storrs (her name is also Monique Storrs Booz) ended up getting a La Croix de Guerre for her actions, but never an official commendation.
You can find her family correspondence and history at the Newberry Library in Chicago, IL: https://archives.newberry.org/repositories/2/resources/706
Chicago Miss Is Getting Even With Gestapo And French Jail
By Ralph Harwood
Stars and Stripes Staff Writer
WITH U.S. FORCES NEAR METZ, Sept. 26 — At the front there is a good-looking girl in GI uniform who speaks English with the unmistakable accent of a Midwestern American. She speaks French like a native, too, and that’s her reason for being here.
Her name is Monica Storrs, and she calls Chicago home although she hasn’t been there for five years.
Anxious as she is to get back, however, she doesn’t plan on going until her service as an interpreter for a cavalry reconnaissance troop is no longer needed.
A Young Woman When Nazis Struck
Miss Storrs was in France with her parents in 1939 when the war broke out. The family remained in the country and was at Tours when the lightning German breakthrough occurred in 1940.
Although they could not get out, they had the protection of occupied France as long as Americans remained non-belligerents. Monica, then 23 years old, decided to study nursing.
Miss Storrs eventually became the head of a district for the French Red Cross, but her luck broke and she was denounced by Paris collaborators as soon as … The Gestapo took her into custody and she spent 21 miserable days in jail.
The day that advancing American units approached Blois, Monica was released along with other prisoners by French Resistance patrols. Recovering from Gestapo treatment and anxious to be of service to her country, this American girl walked up to the men of the cavalry reconnaissance troop which had entered the town first and identified herself.
Surprised as the men were to find an American girl in Blois, they were much more surprised when she asked if she could accompany them as an interpreter.
A Deal Is Made
A hurried conference among the troop and it was a deal. Monica Storrs was in — unofficially at first, true but […] Hoyle goes by the board plenty at the front and this was clearly a case of military expedience.
The troop lost no time in putting their new “member” of GI outfit complete, from shoes like she never wore before to helmet netting. That was Aug 15th and she’s been with the outfit since.
They’ve covered hundreds of miles in northern and northeastern France, dashing into scores of towns and villages to get first-hand information about the enemy for the infantry units to which they’re attached.
Monica isn’t particularly concerned with just what her military status is and what would happen to her if she were captured by the enemy.
There have been close calls, but Miss Storrs enjoys the excitement. Nor does she appear uncomfortable in liberated territory, her principal worry being that this manner of living about the countryside day and night in a jeep is doing for her appearance.
“When I get back to the States after this is over,” she said, “I’m going to spend three or four weeks at the hairdresser’s.”

Monica Storrs, 28, American girl who “joined” the Army here after being freed from a Gestapo jail, poses with members of a cavalry reconnaissance unit she accompanies as interpreter. Left to Right: T/5 Clarence E Miller, of Adrian Mich, Alfred Palren of the FFI, Miss Storrs, and Lt Robert Downs of Harrisburg, PA.
The story was republished in an Oct 1944 version of Stars and Stripes
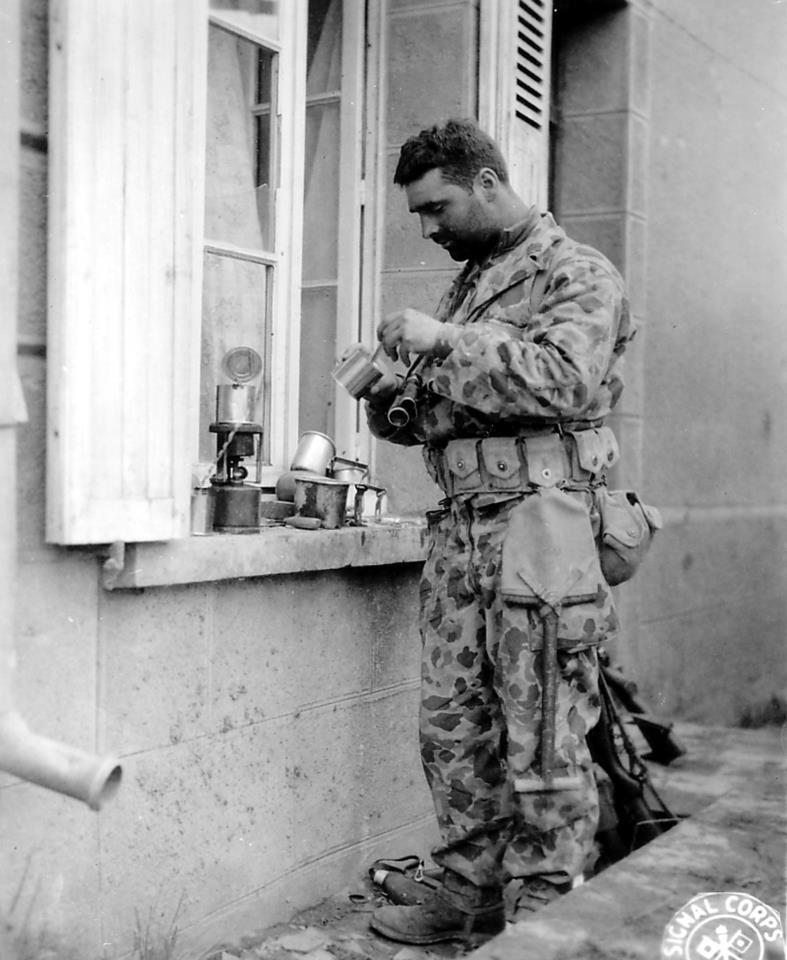
Duck Hunter aka Frogskin Camo in WW2
Just some photos on it. Wikipedia explains more https://en.wikipedia.org/wiki/Frog_skin_camouflage

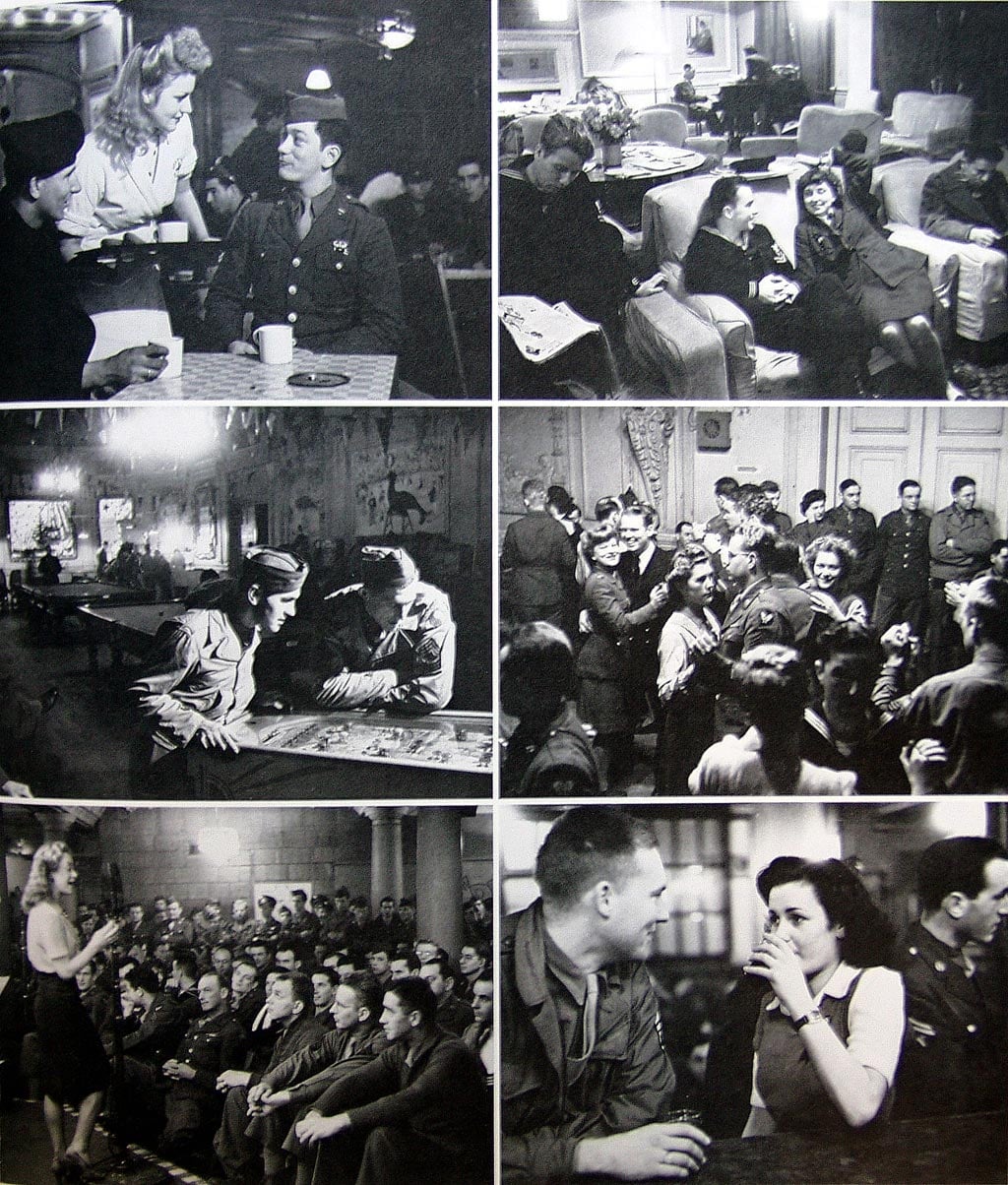
Red Cross Rainbow Corner
The Rainbow Corner was a club just off Piccadilly Circus, and between 11 November 1942 and 9 January 1946, it was open 24 hours a day, every day. This BBC article explains more: https://www.bbc.com/news/articles/cnd0g9yggkeo. I just wanted to share some images I have on it.
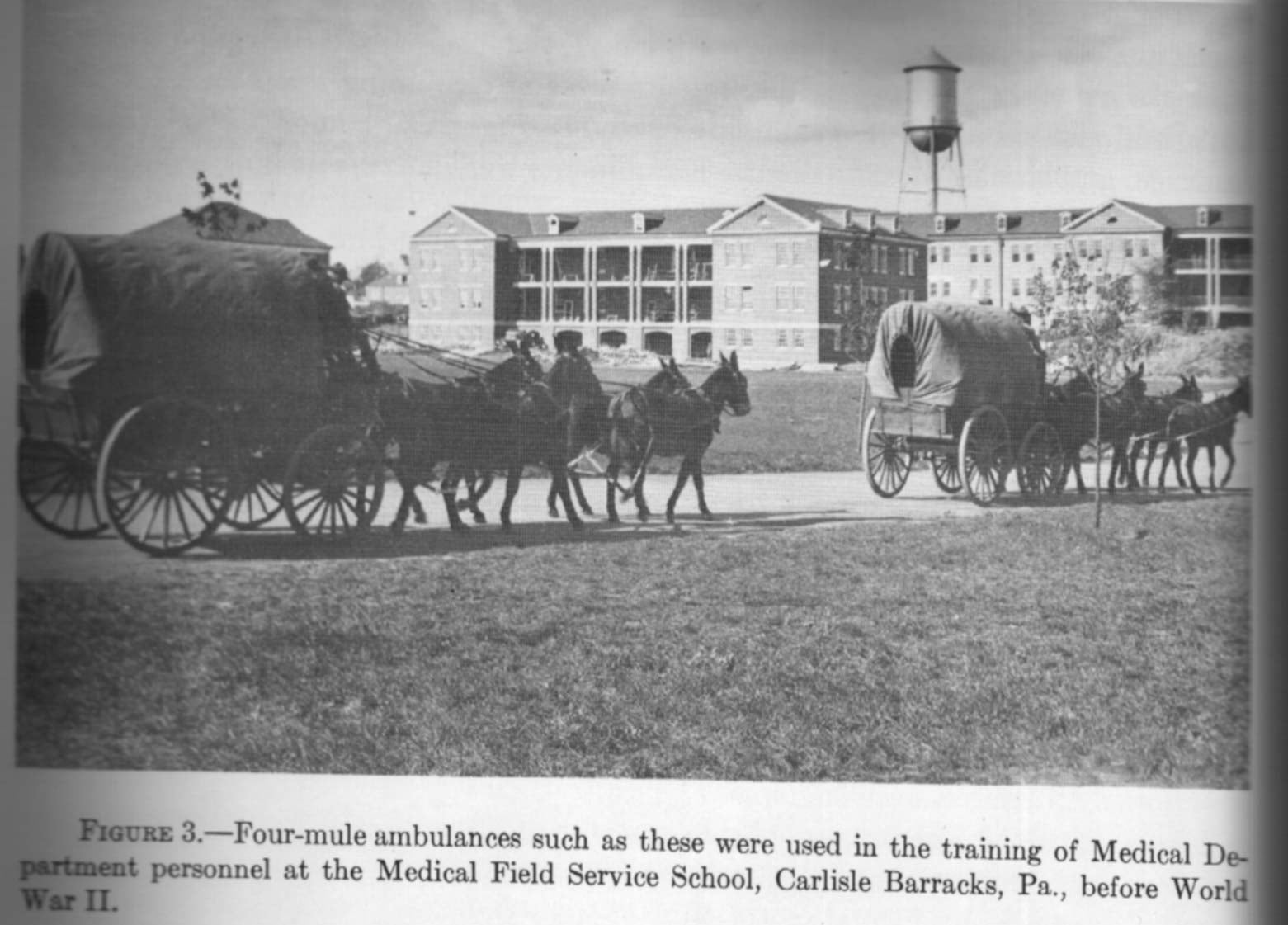
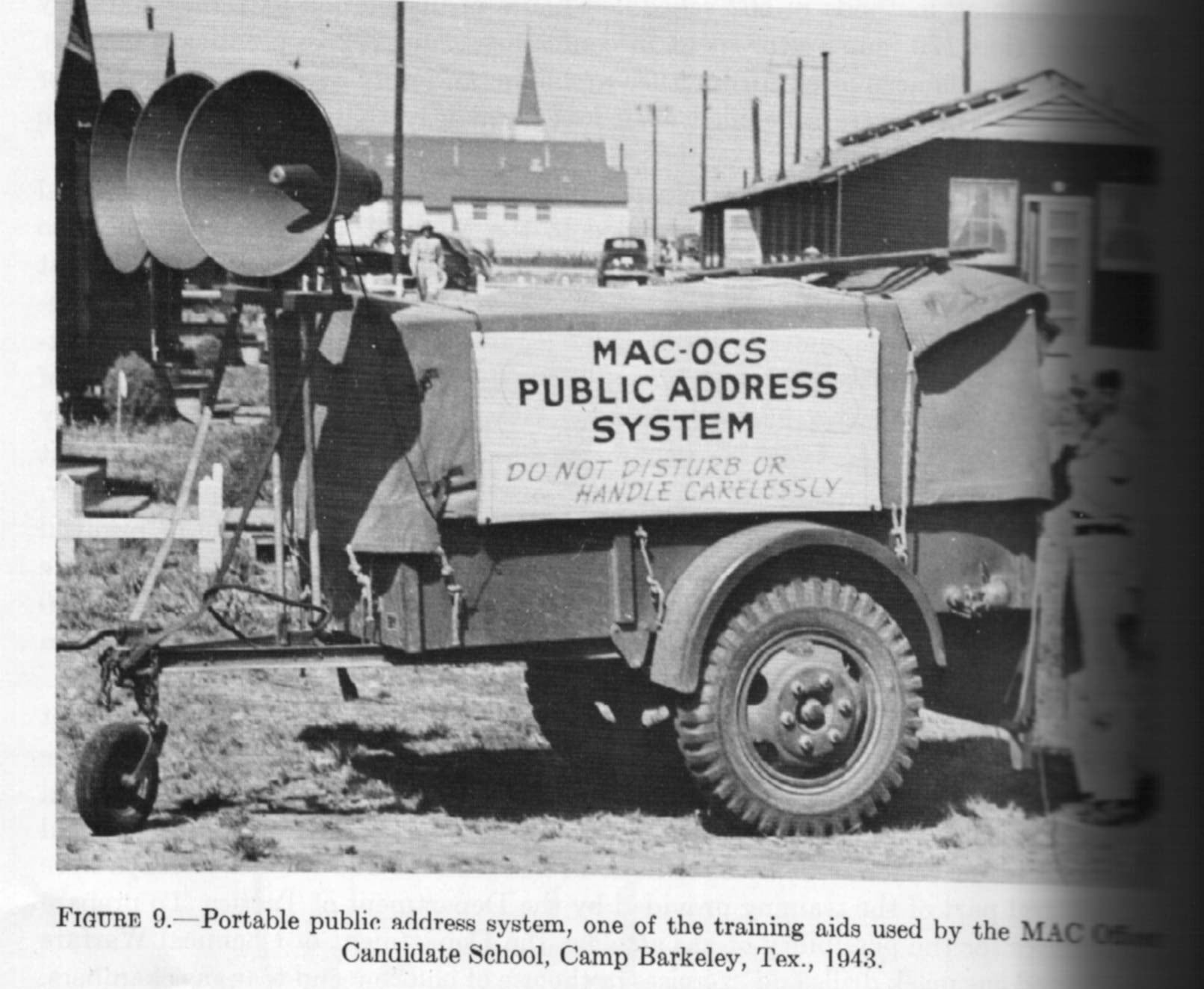
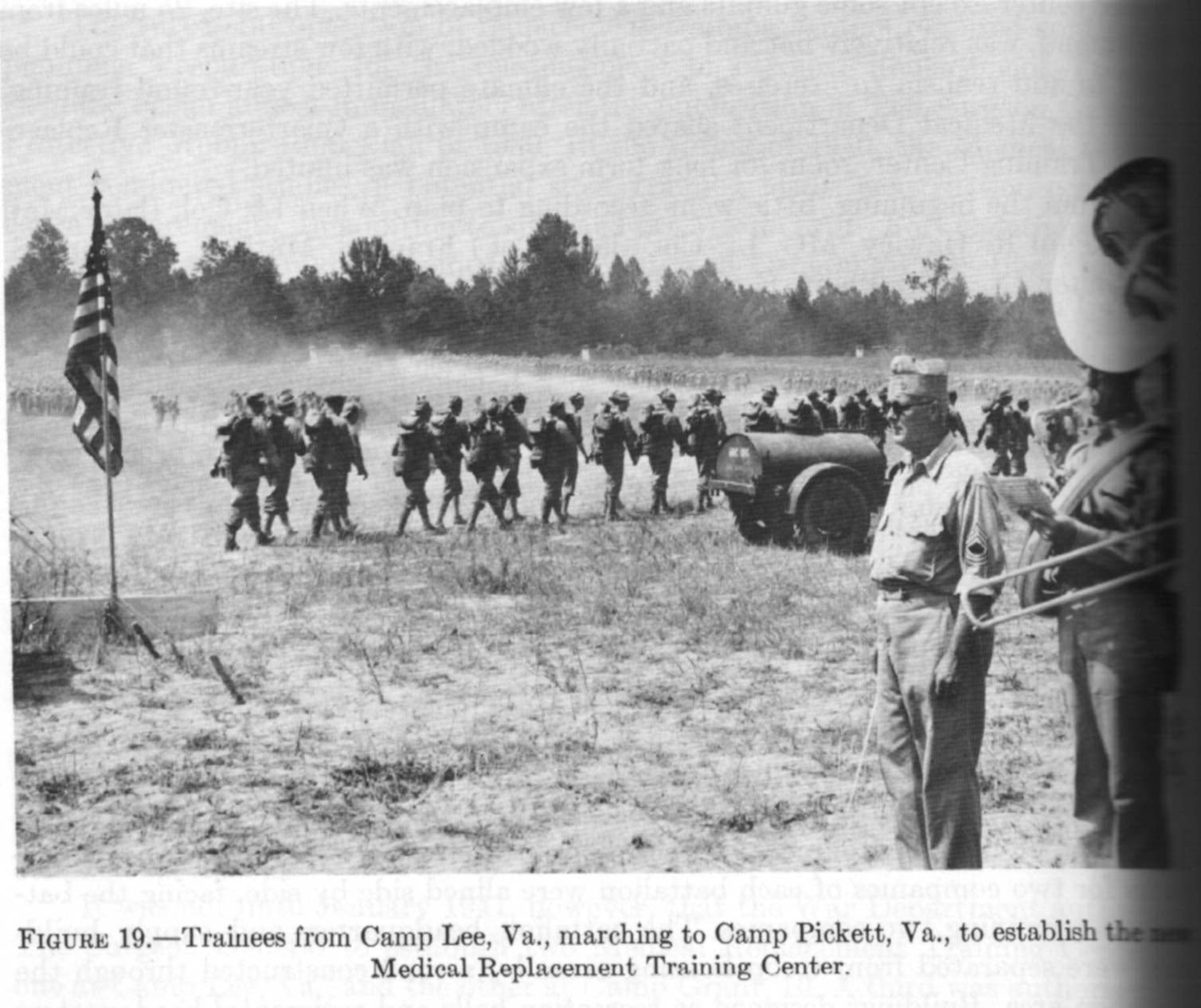
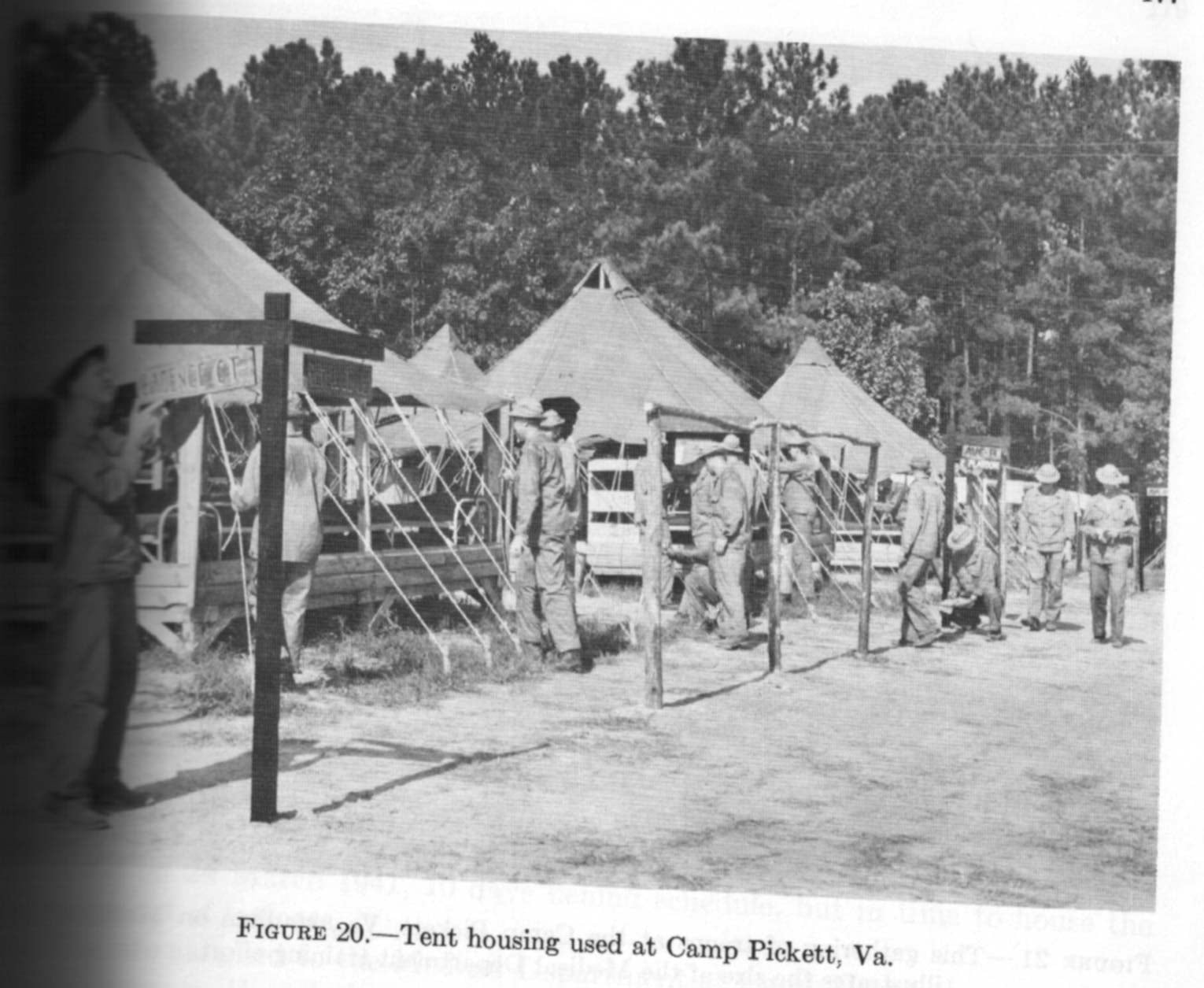
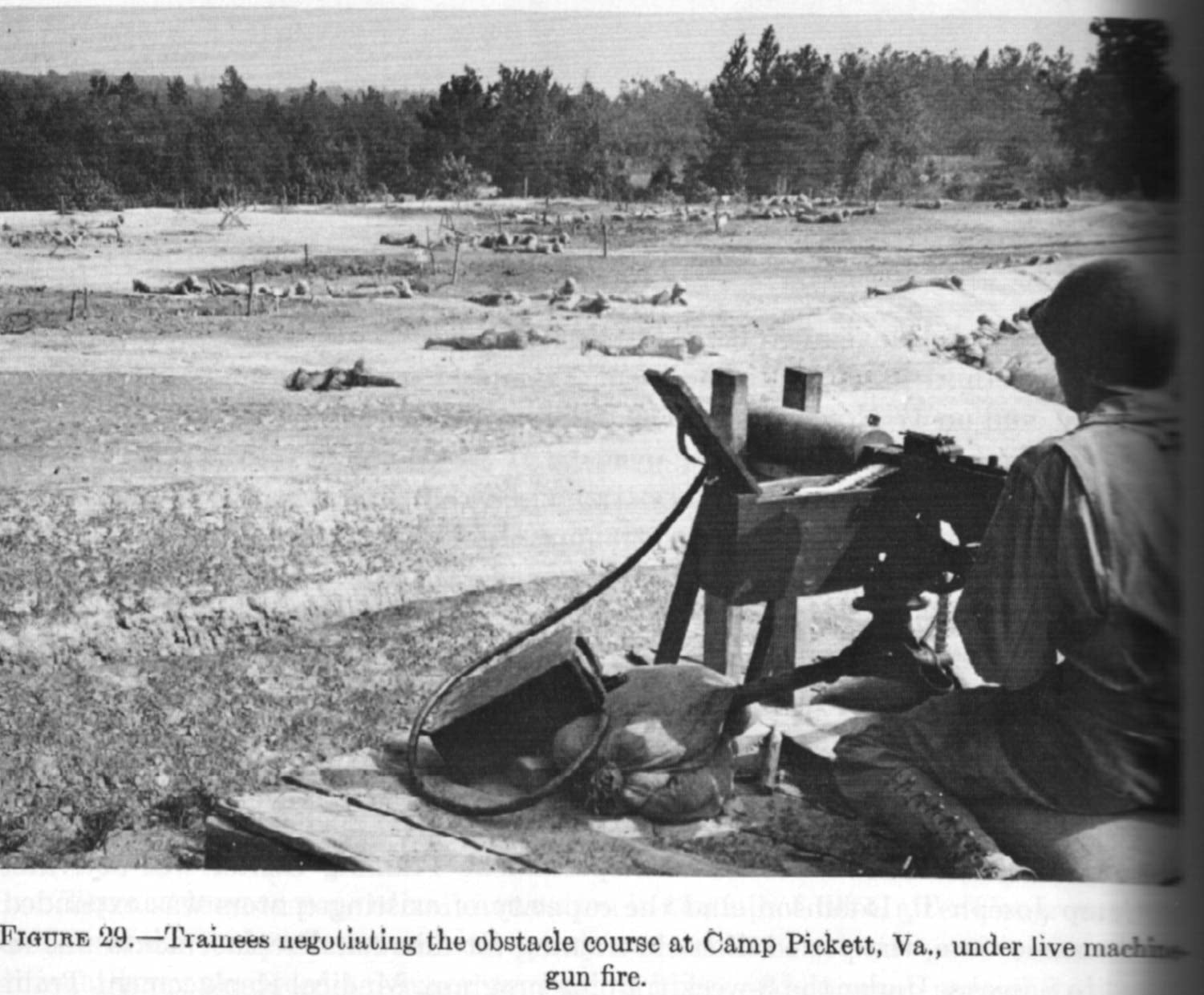
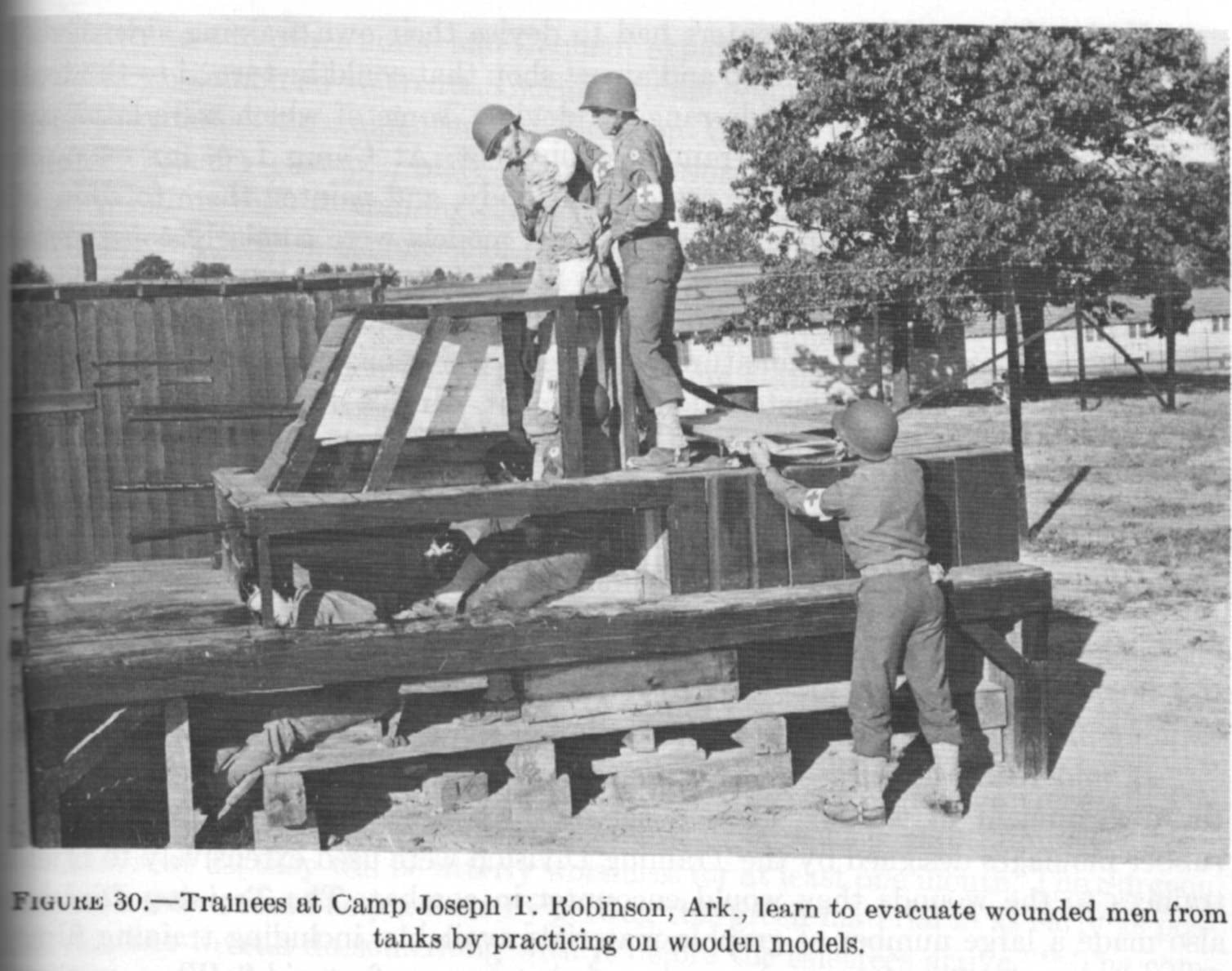
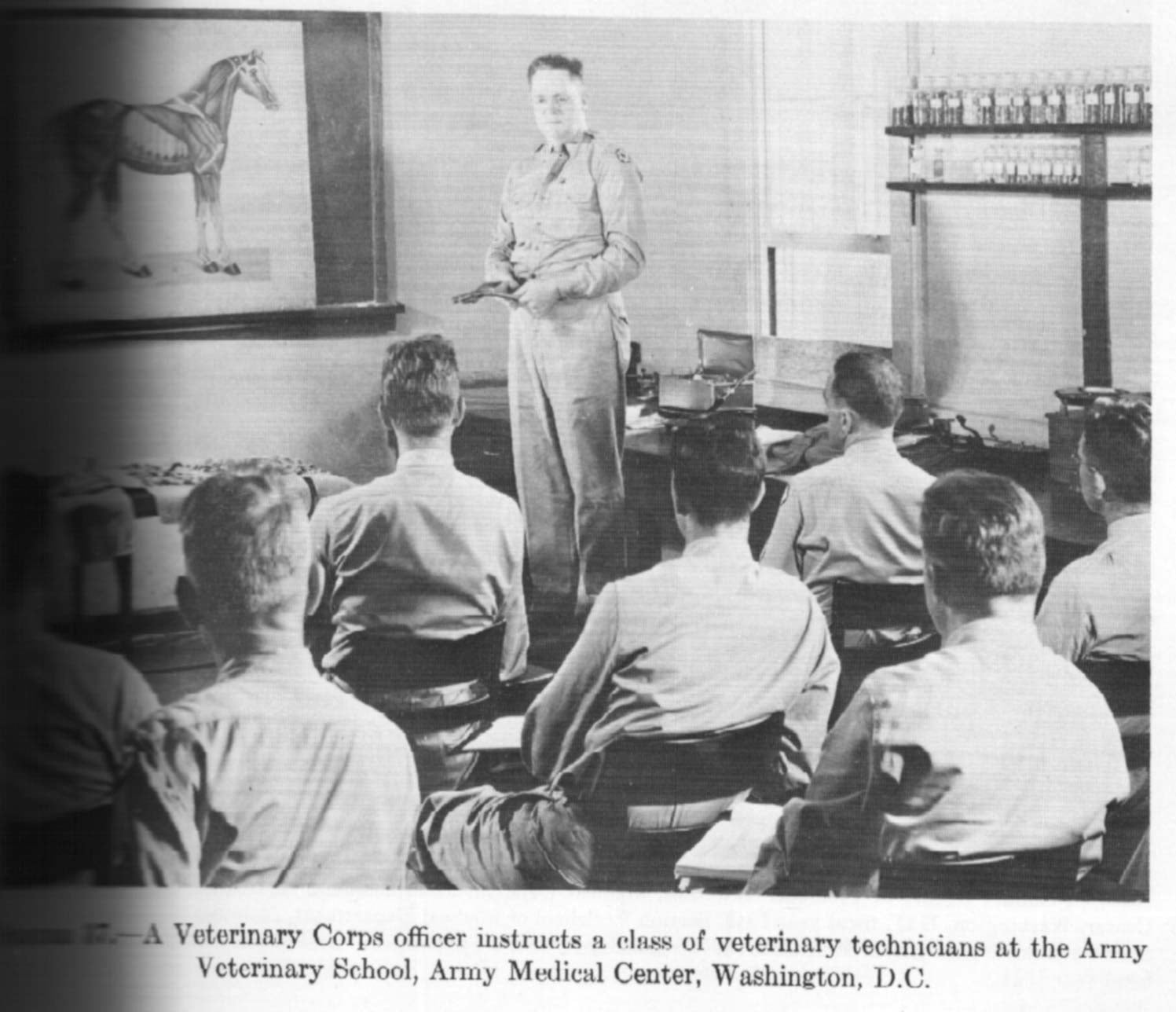
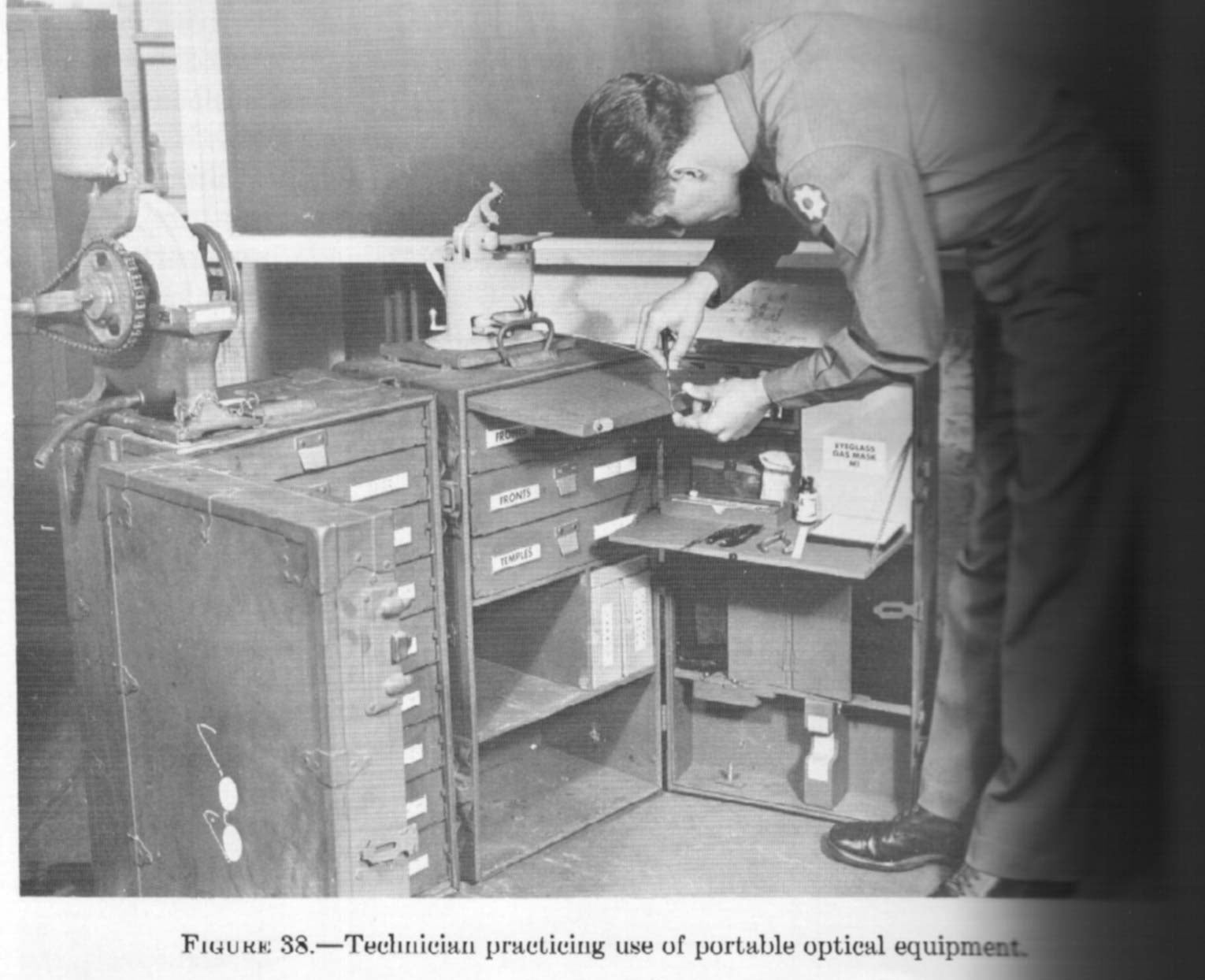
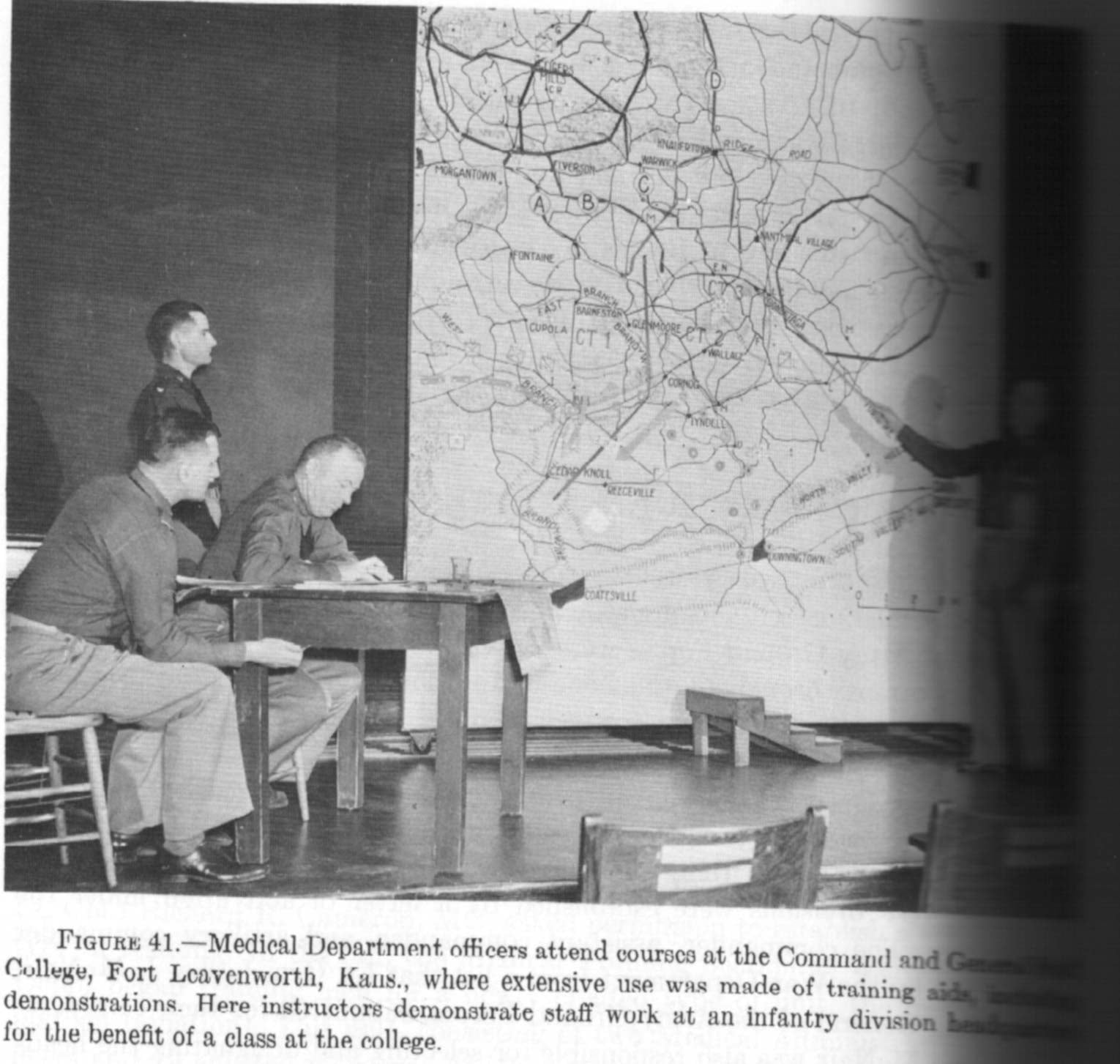
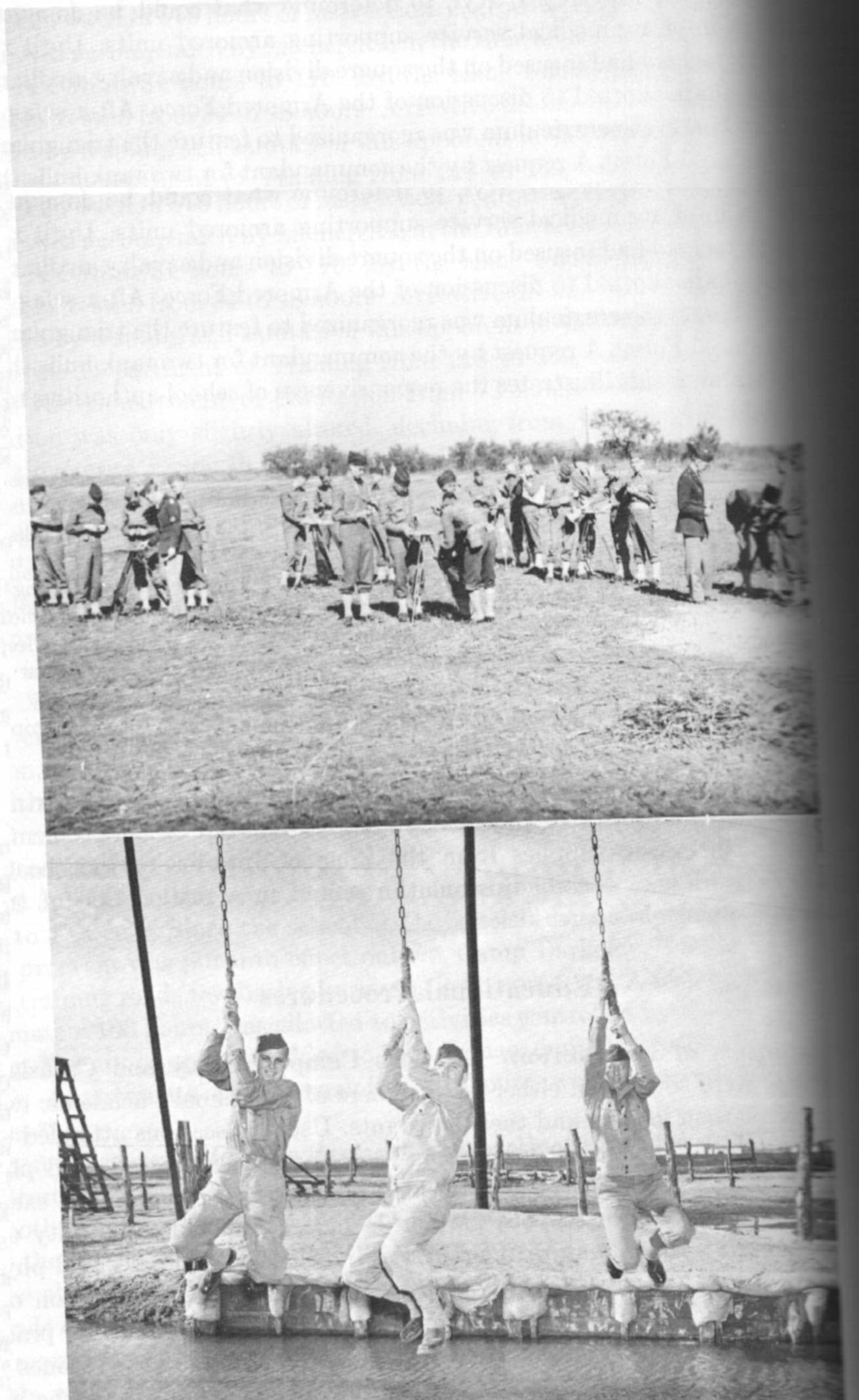
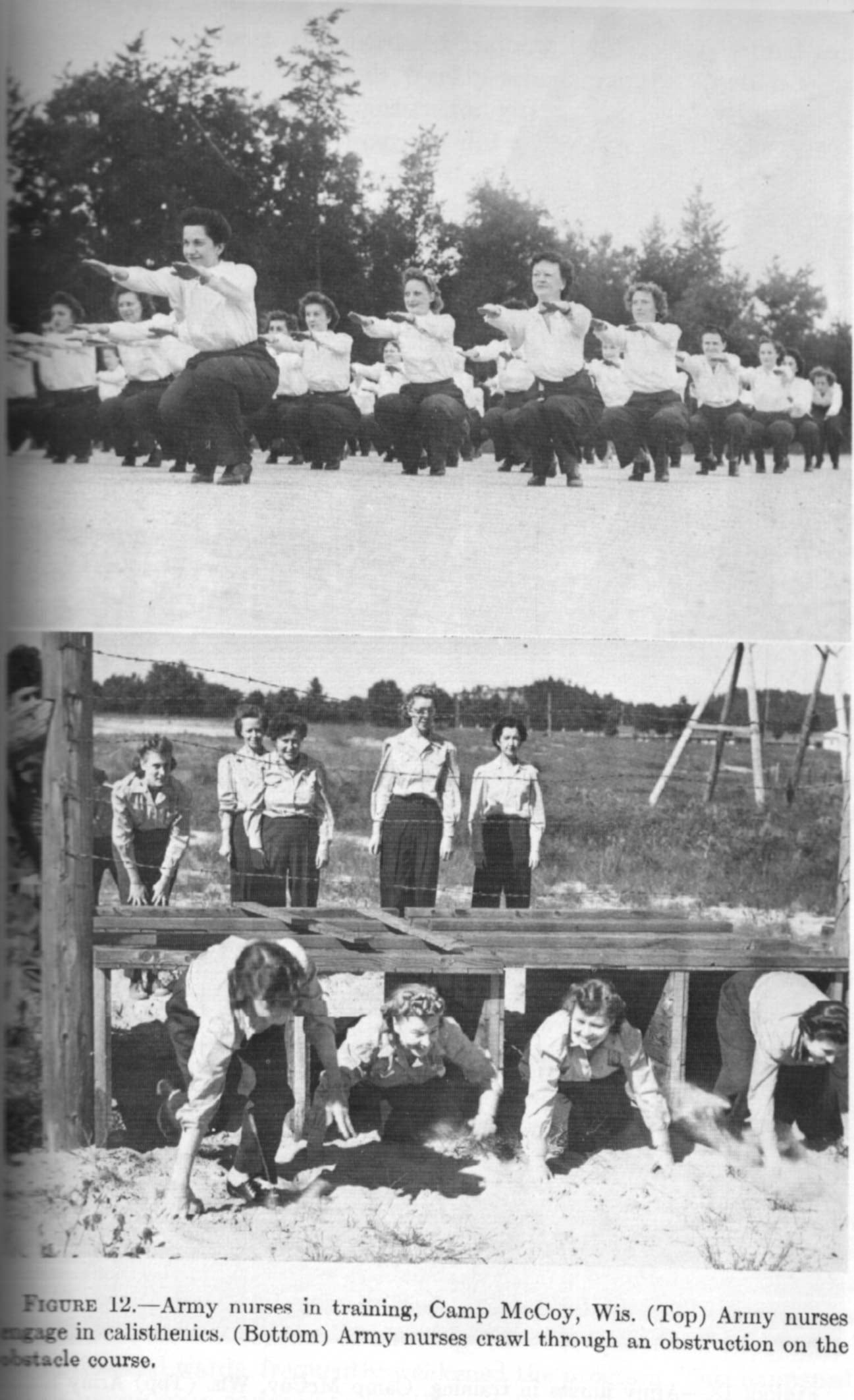
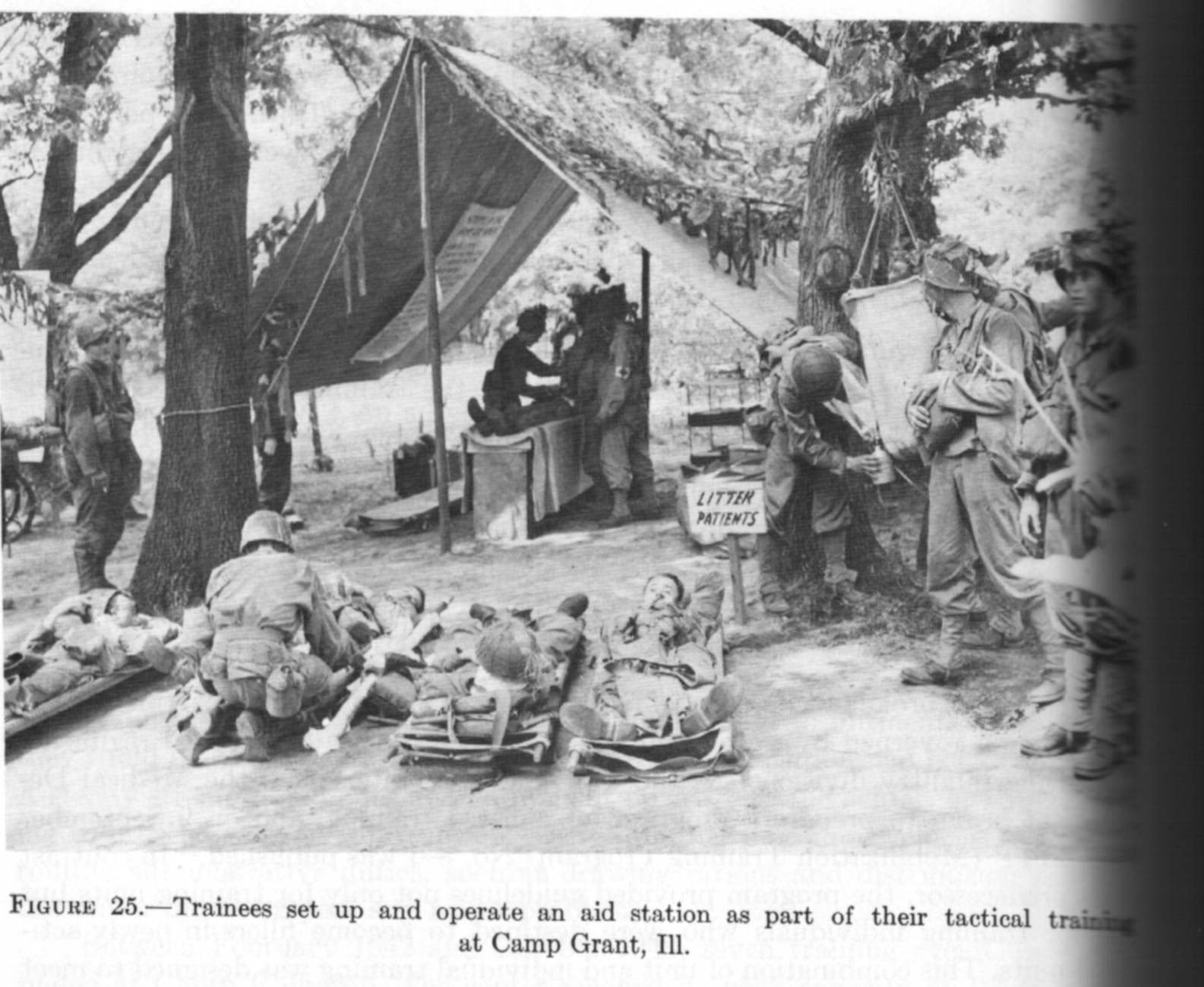
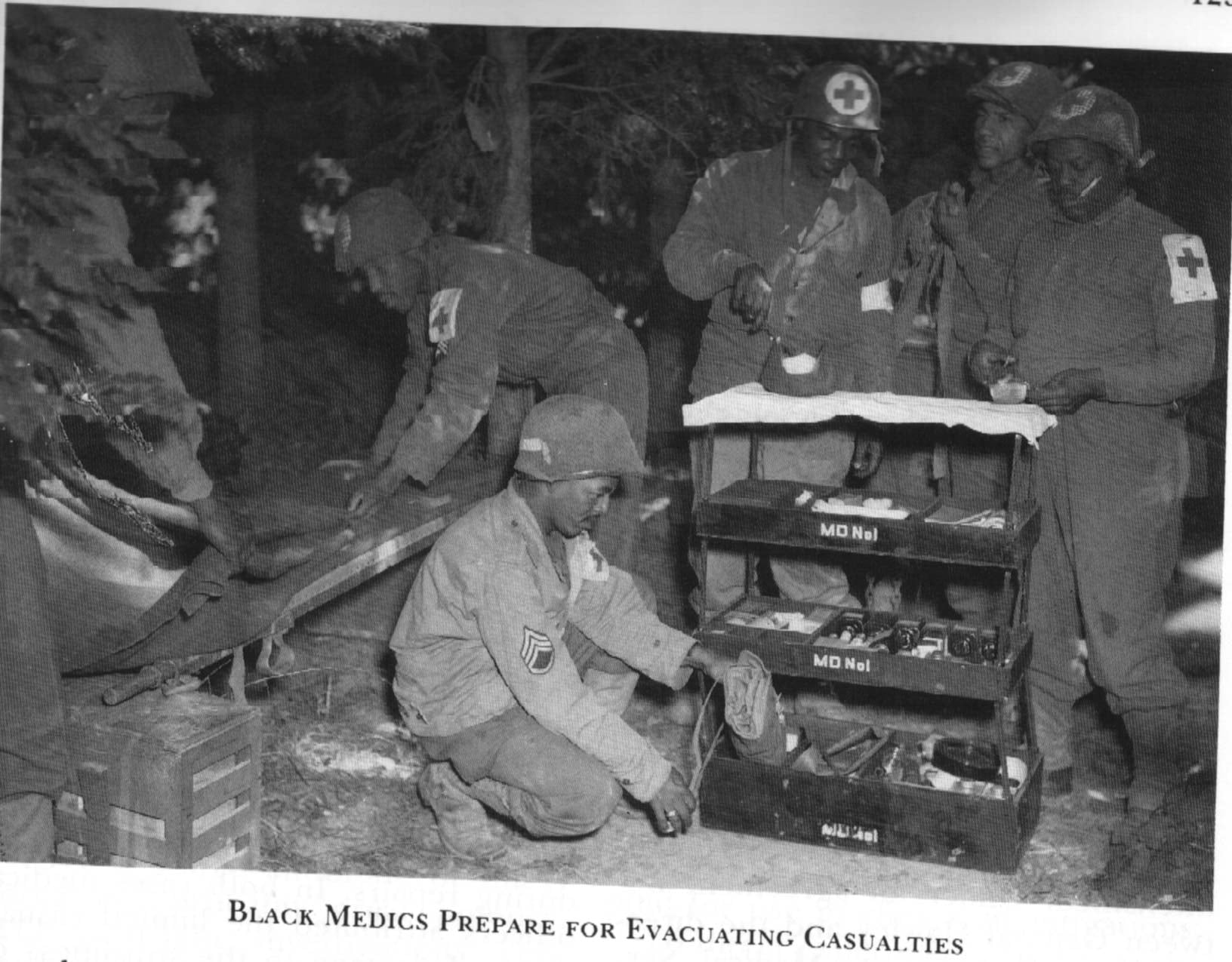
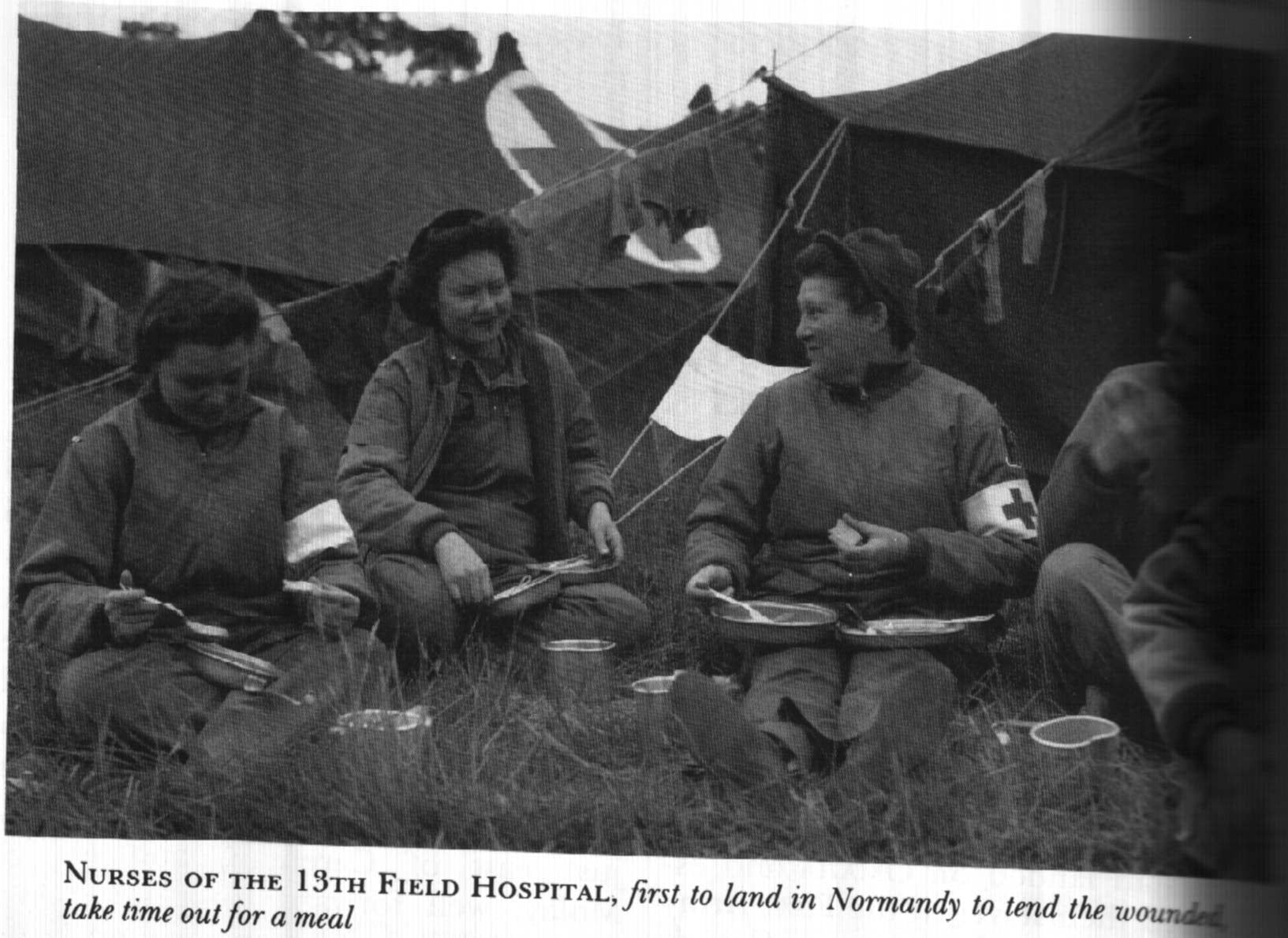
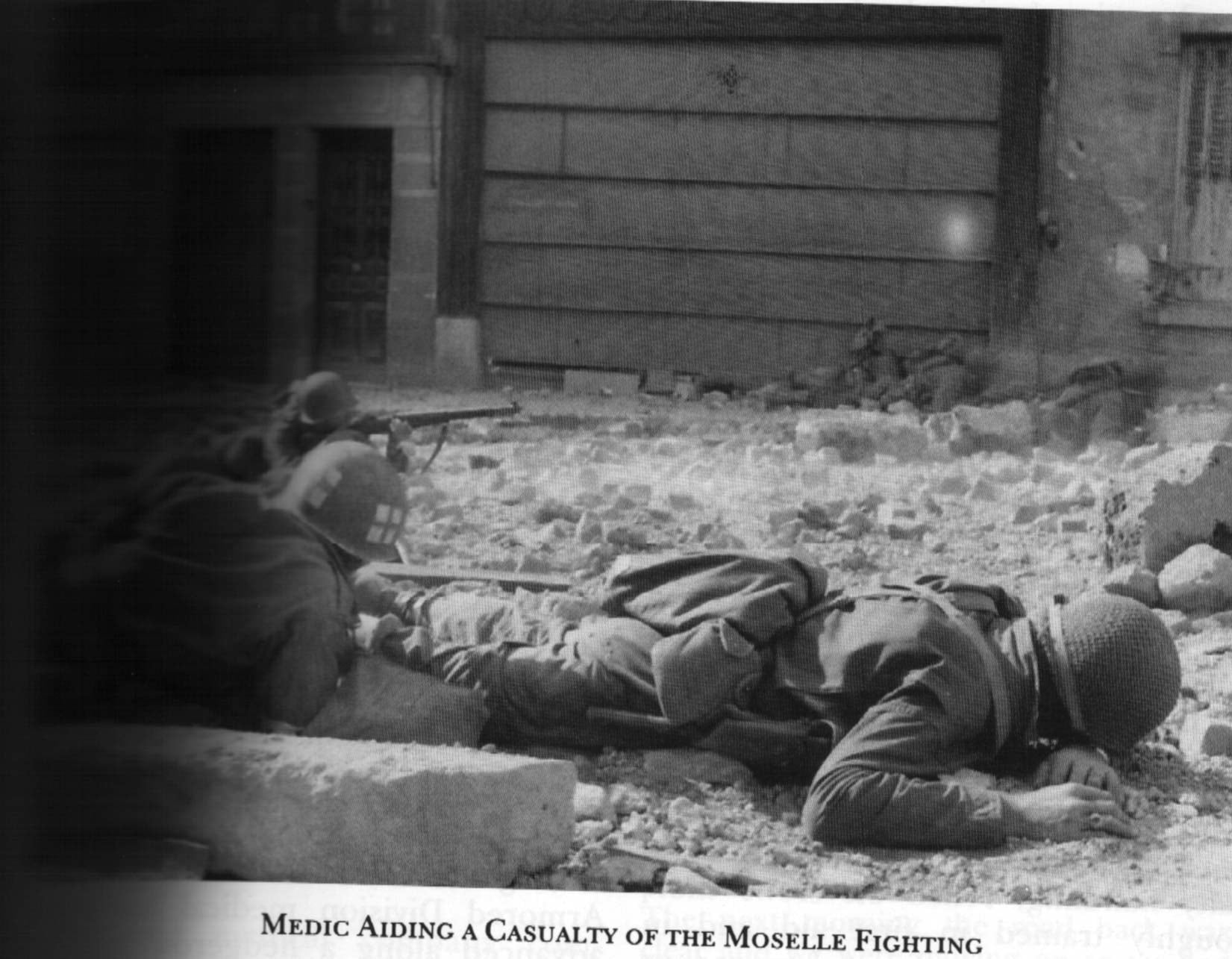
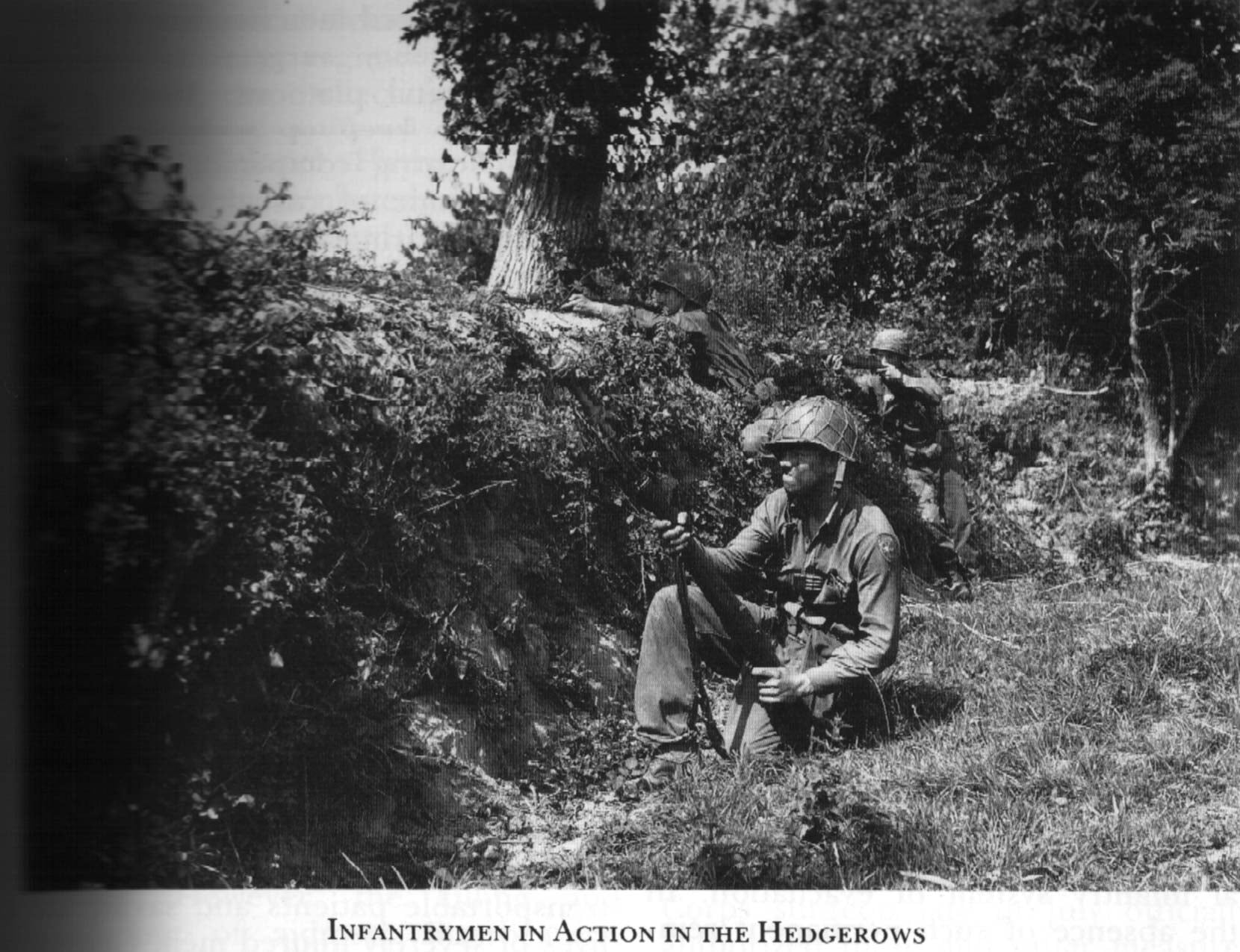
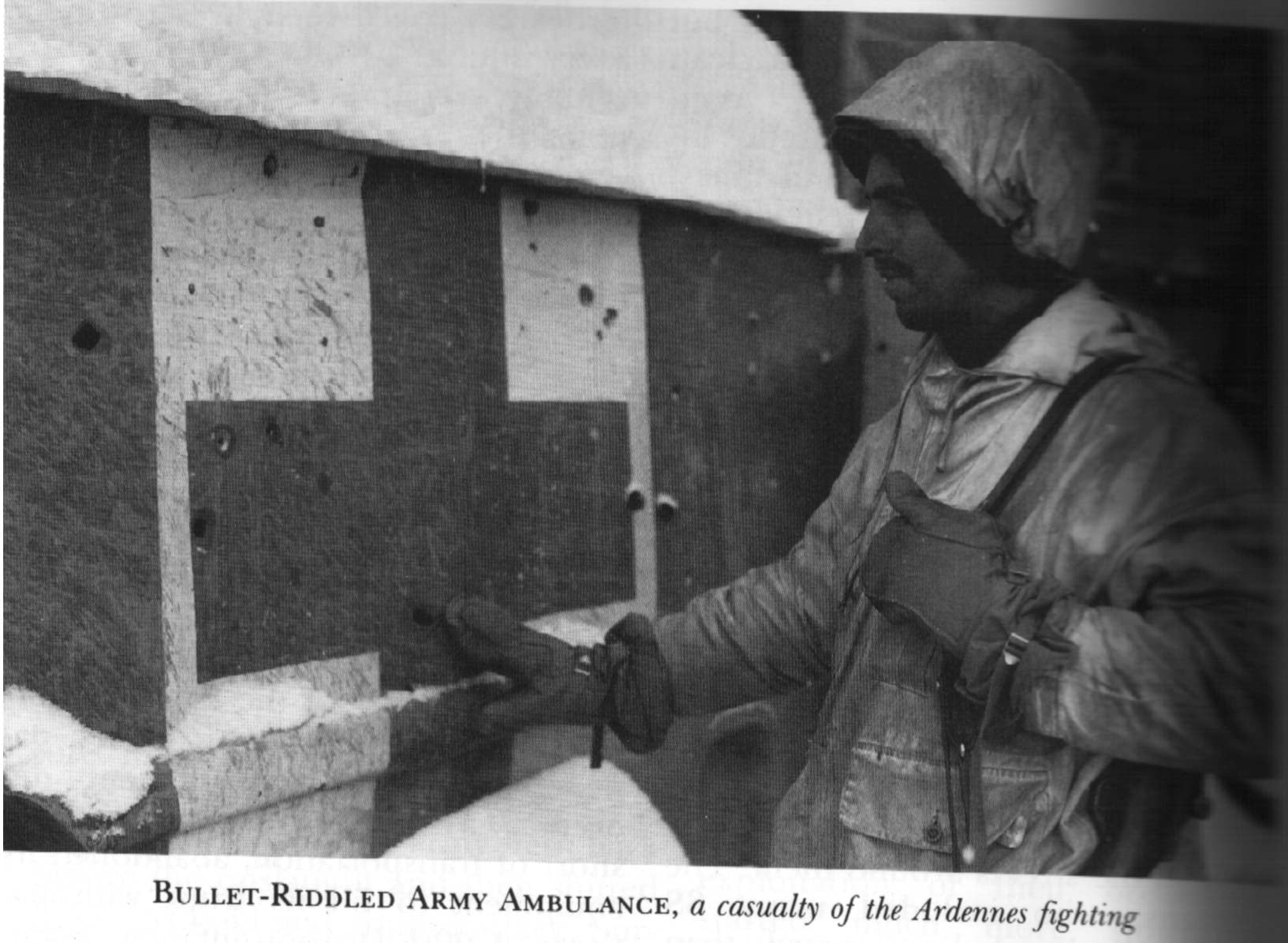
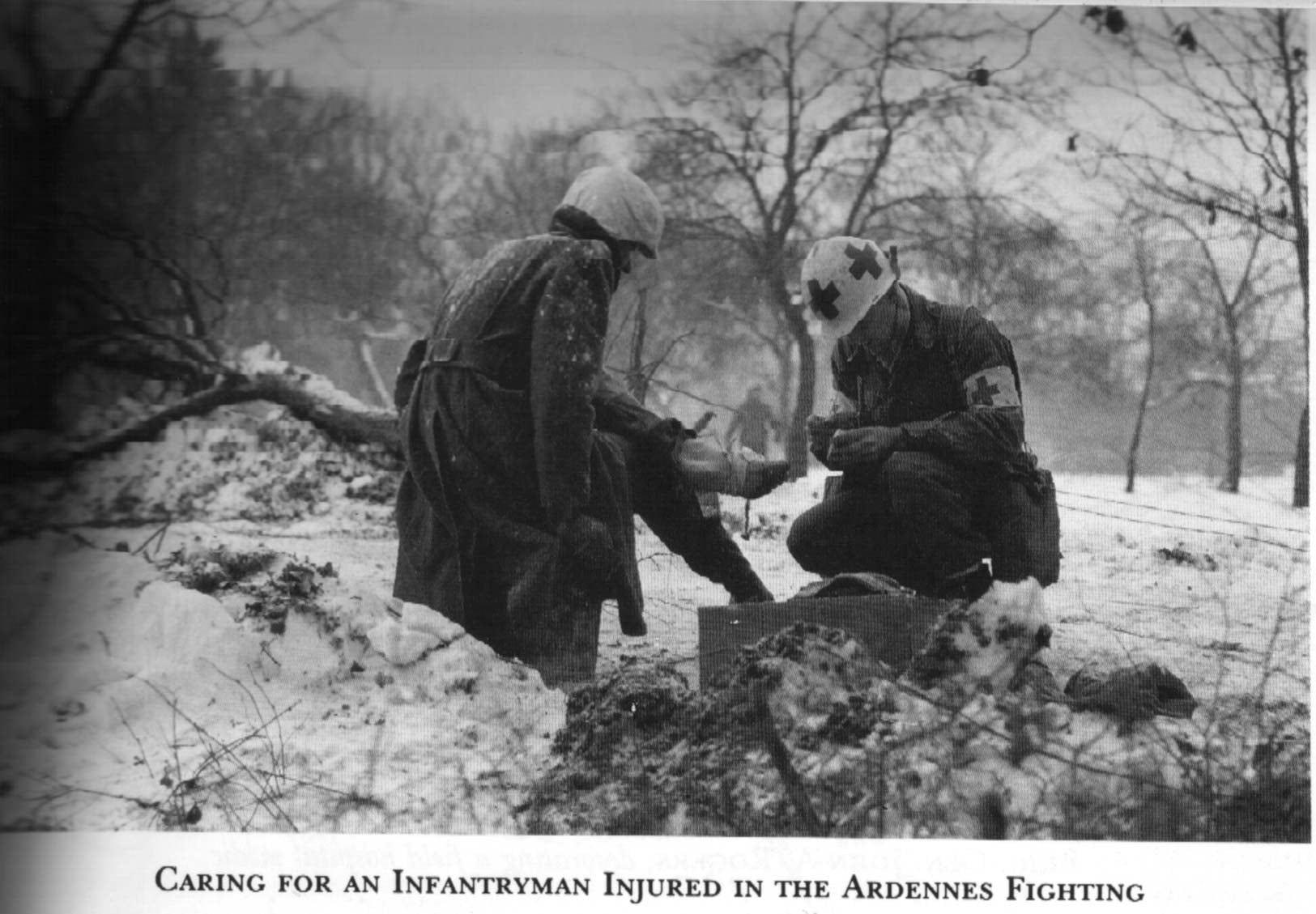
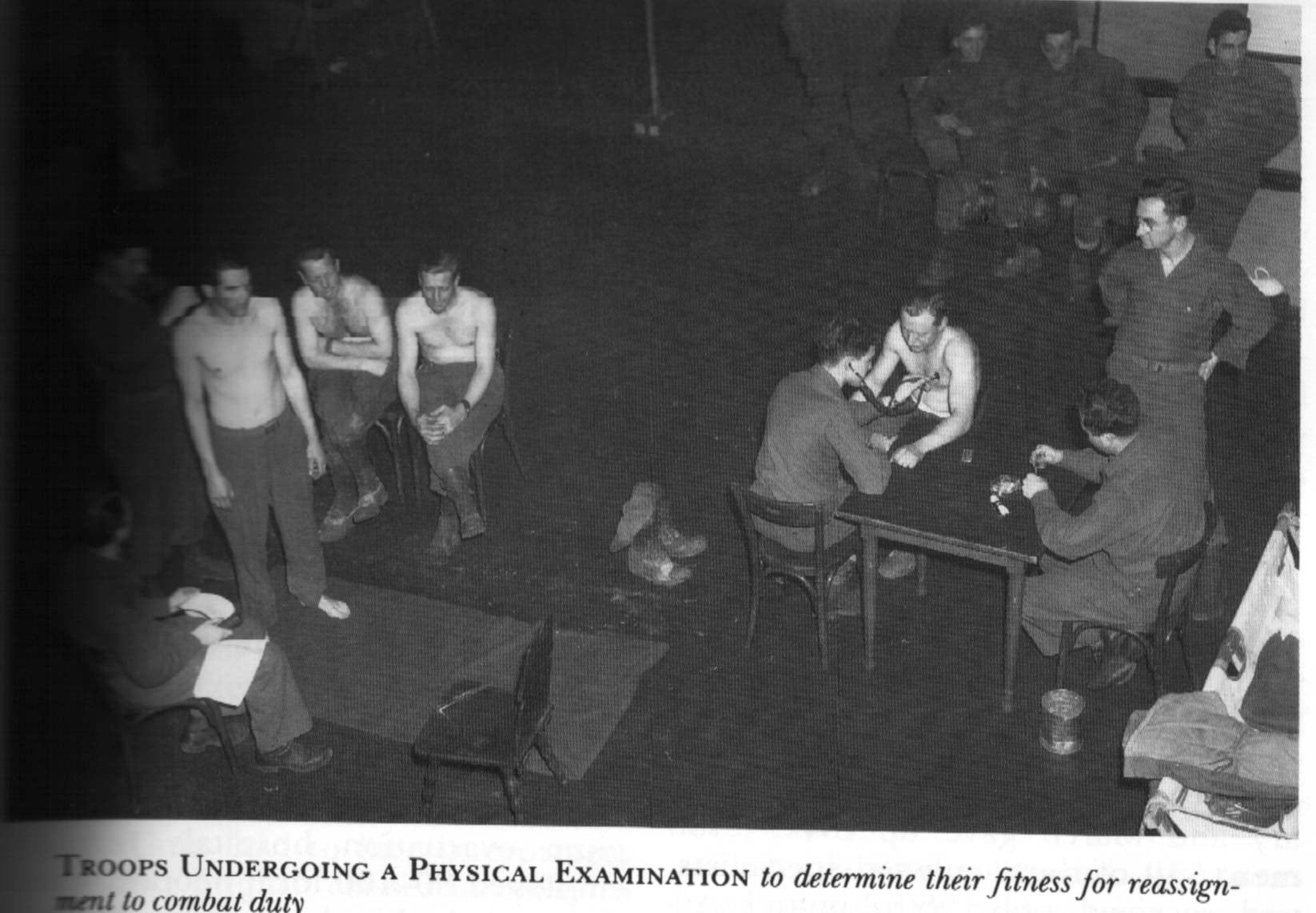
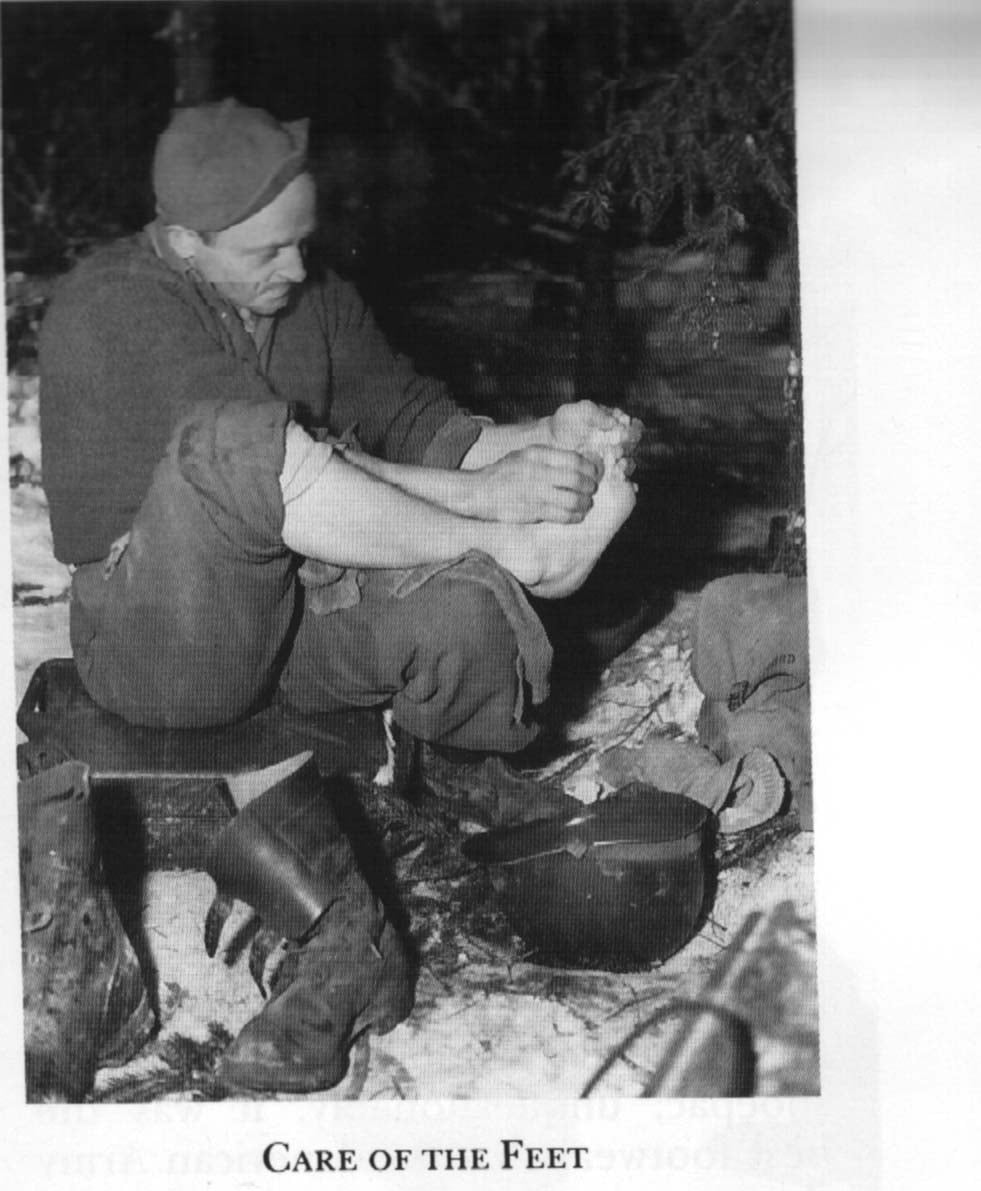
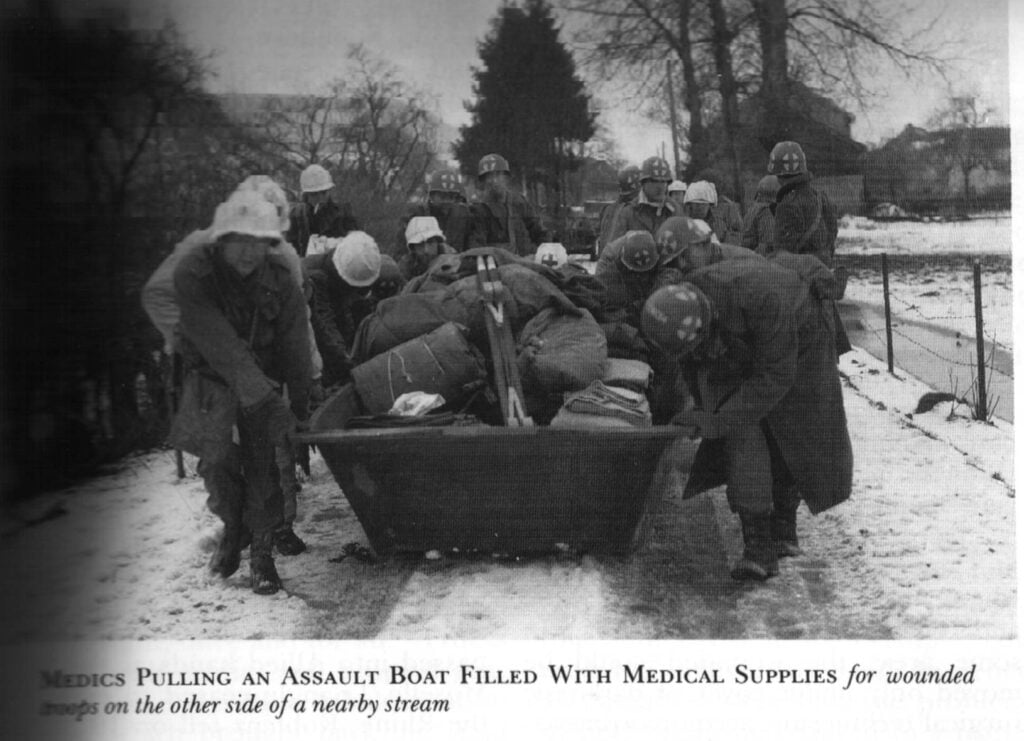
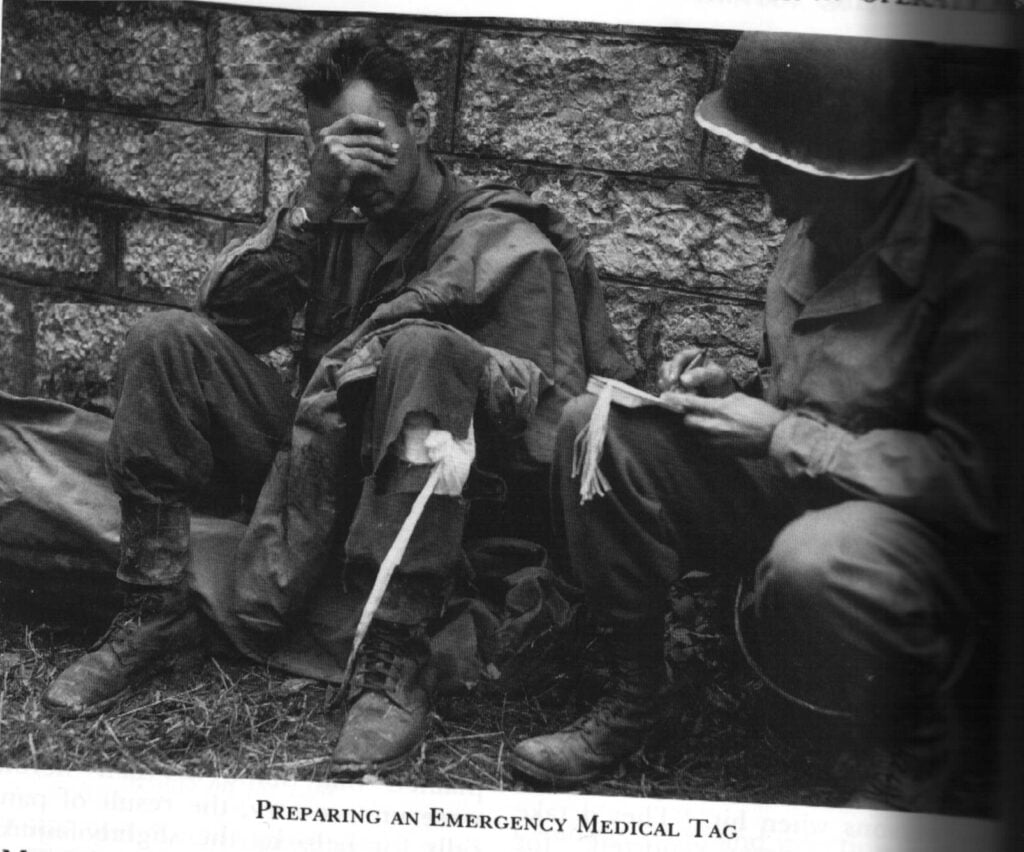
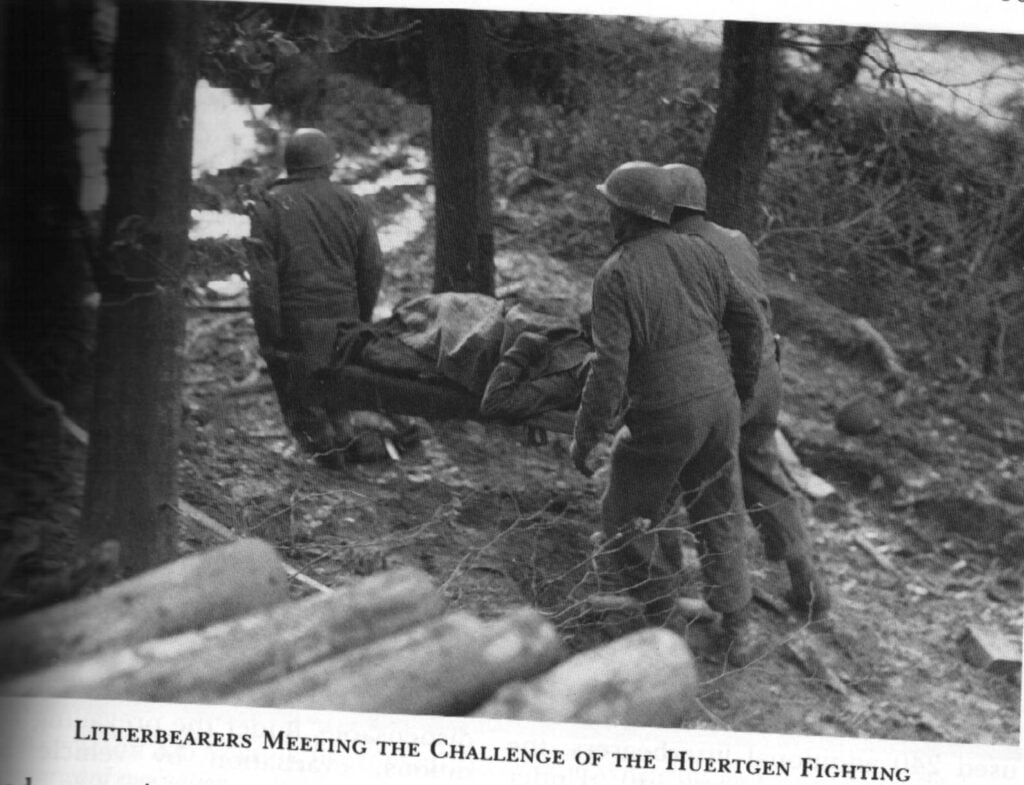
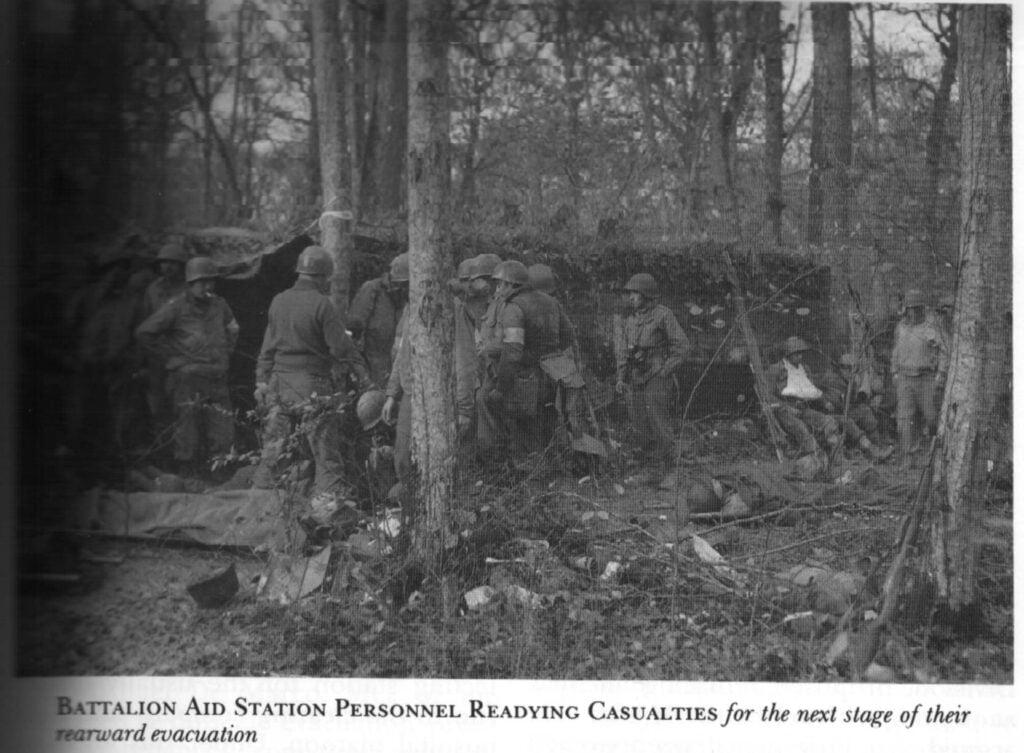
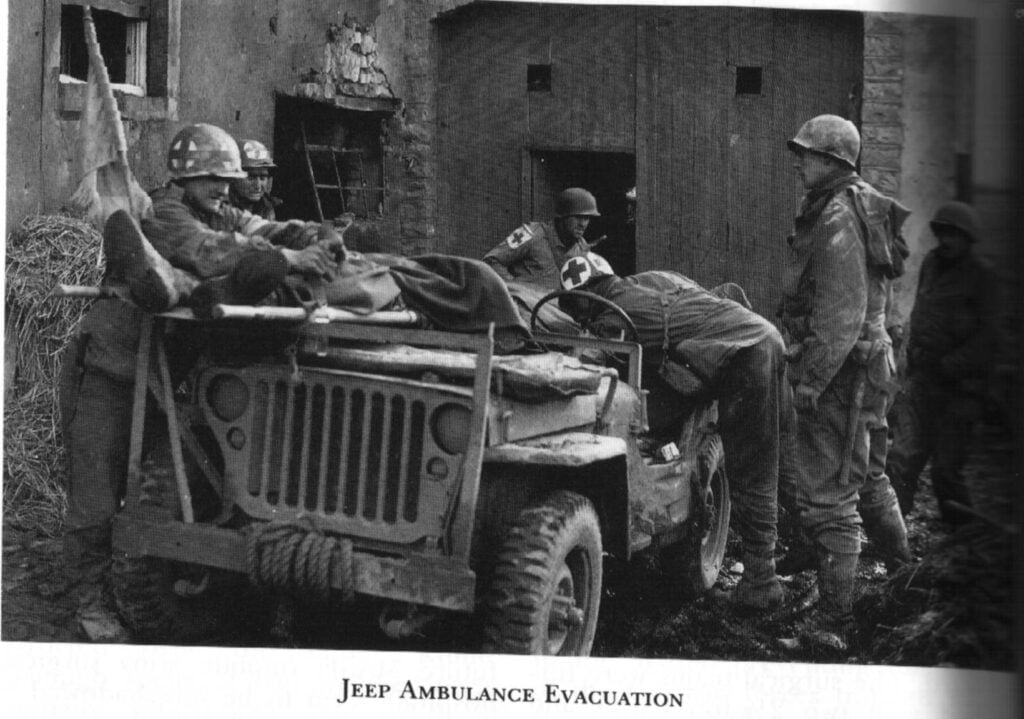
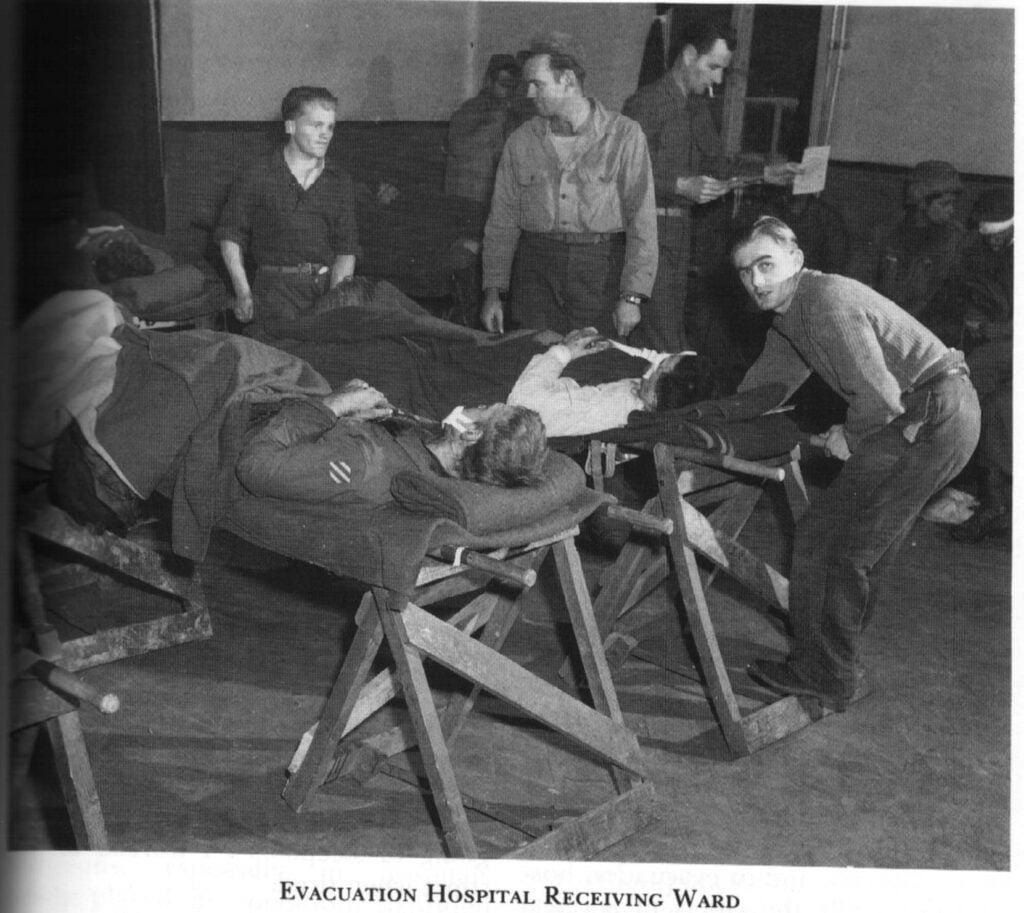
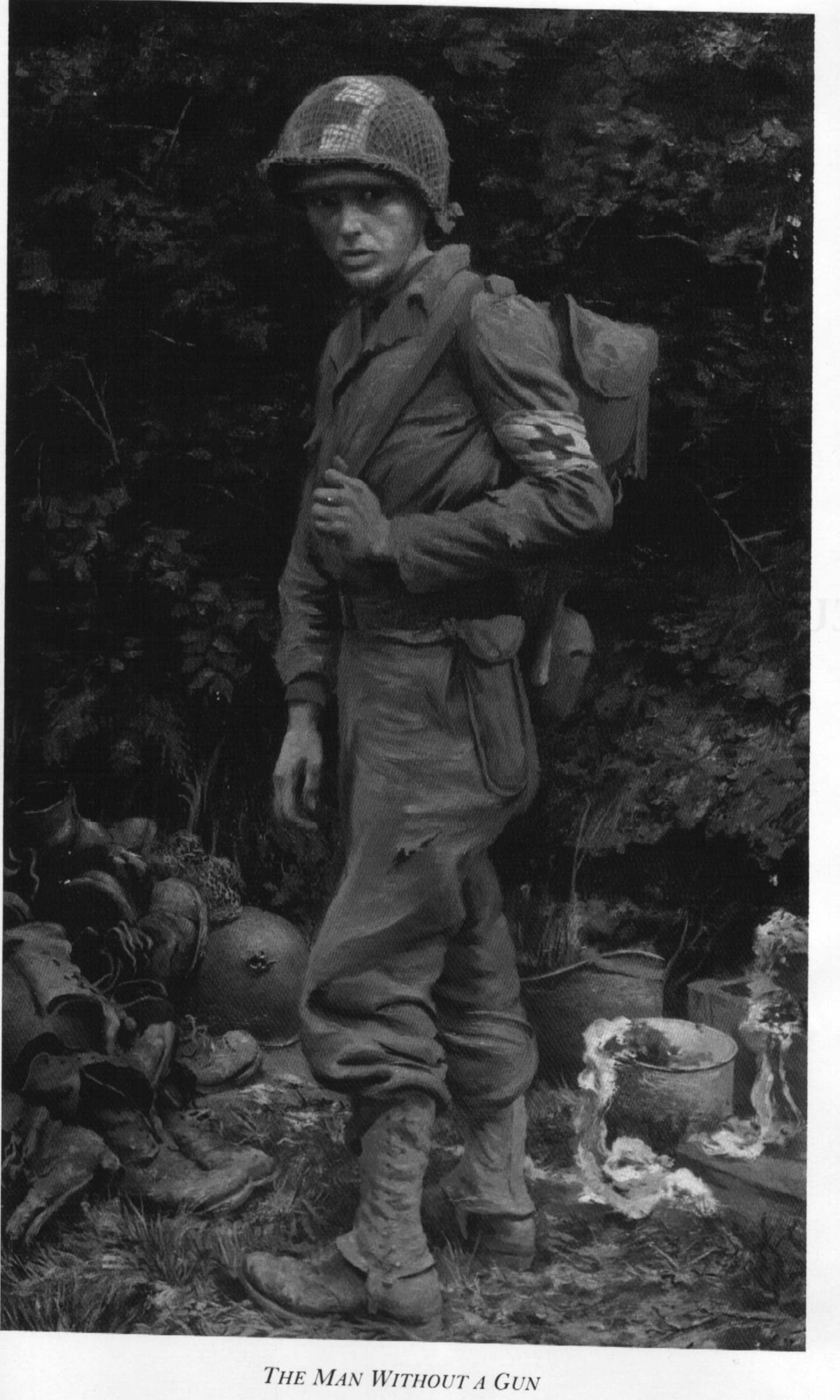
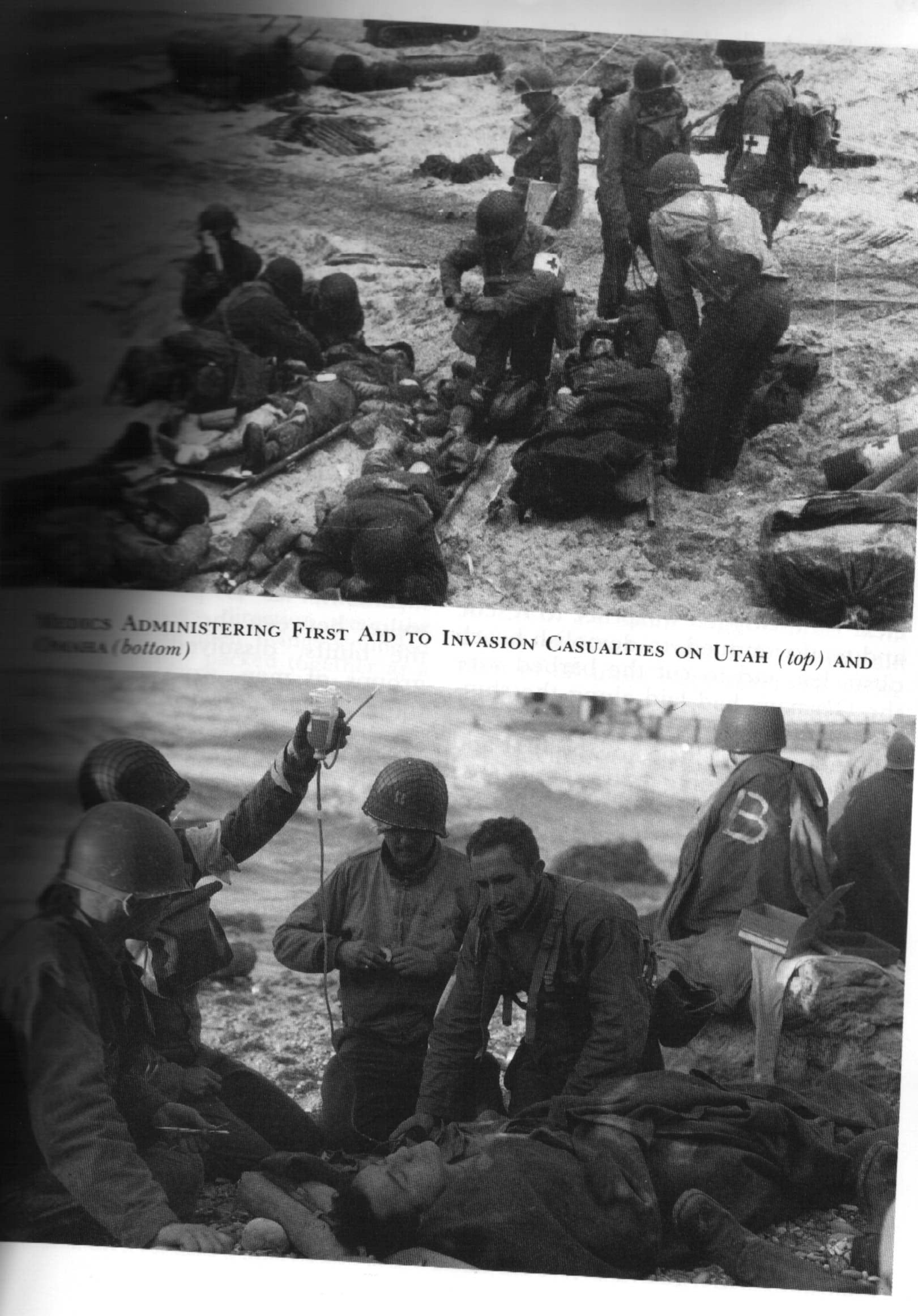
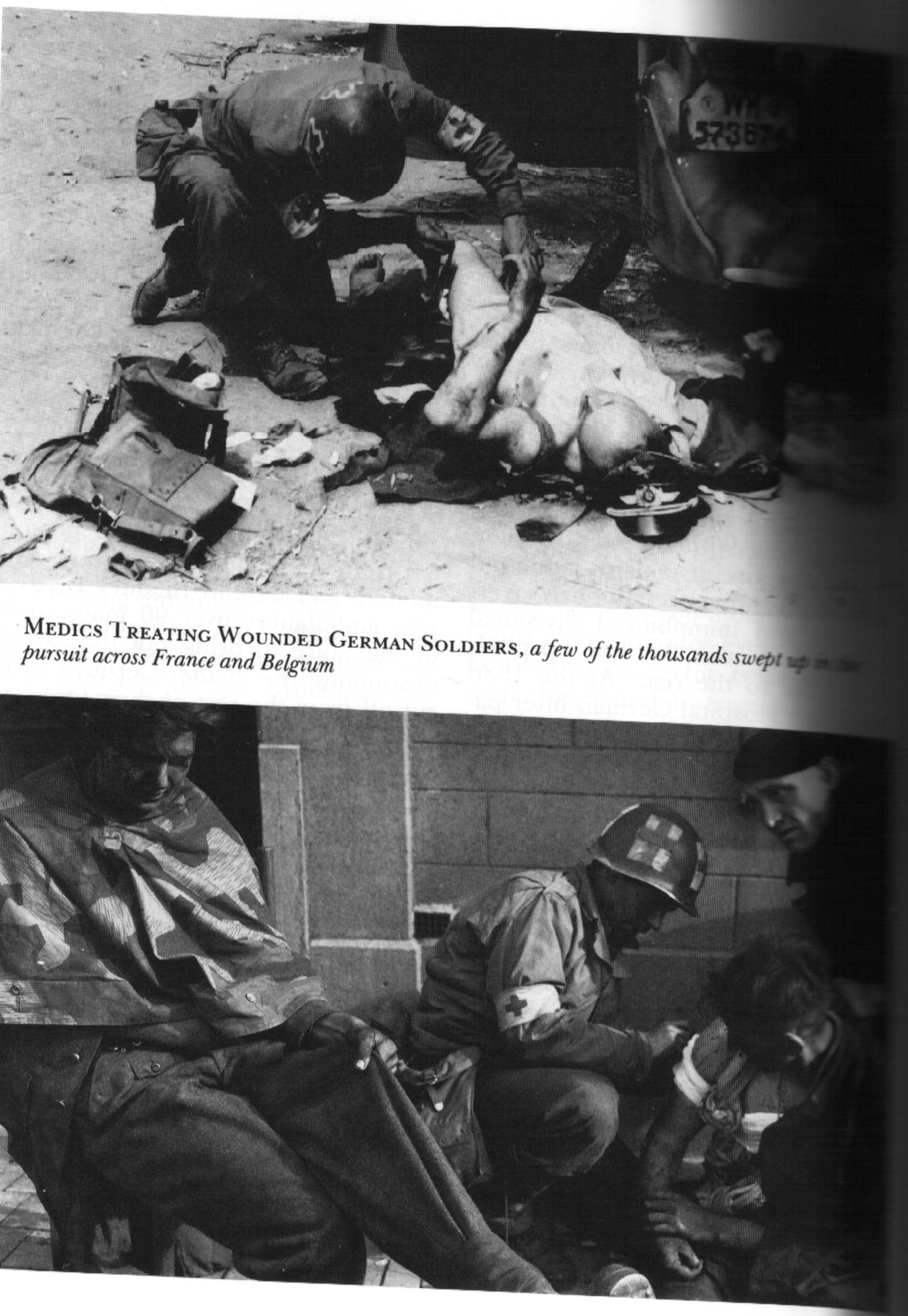
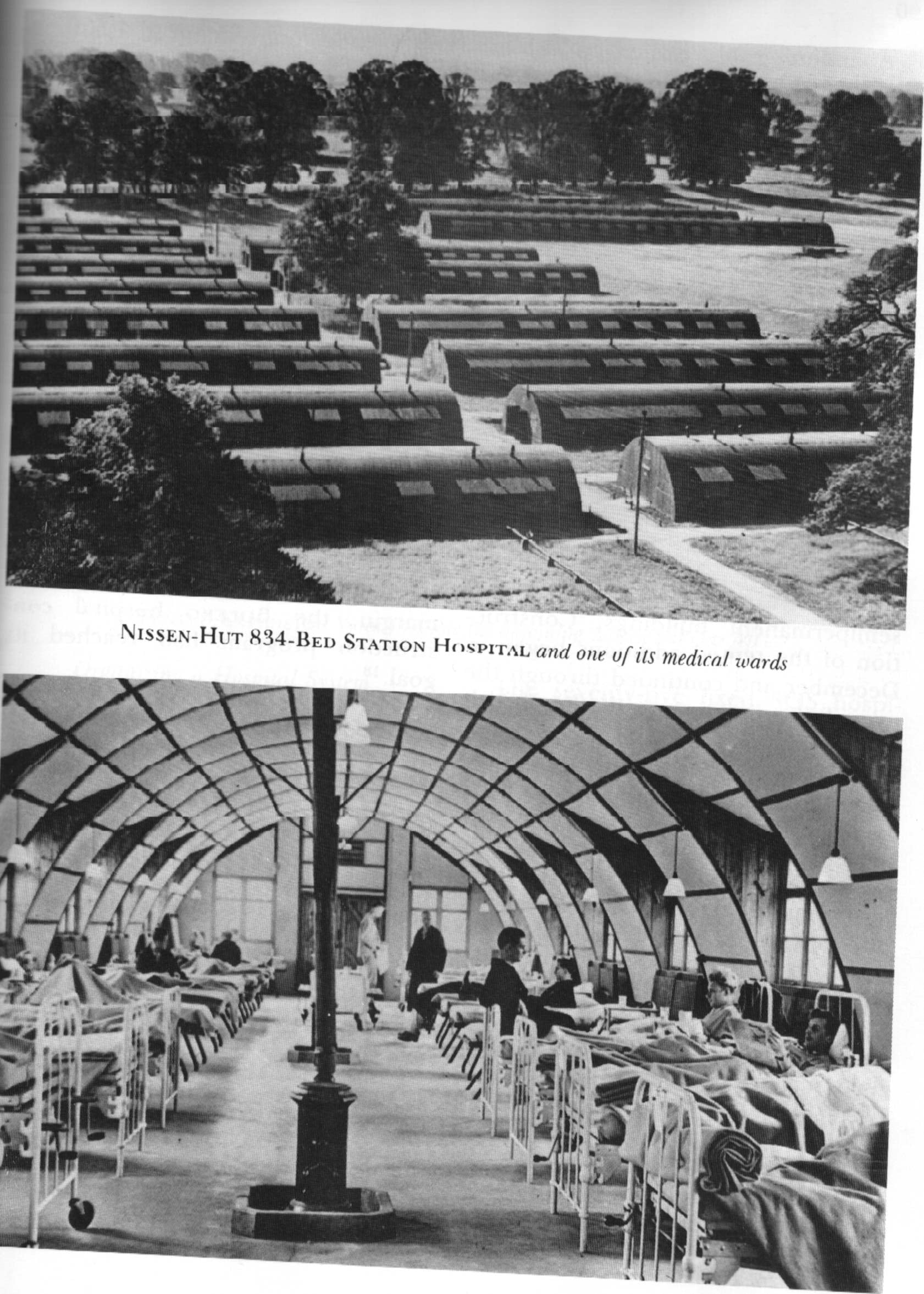
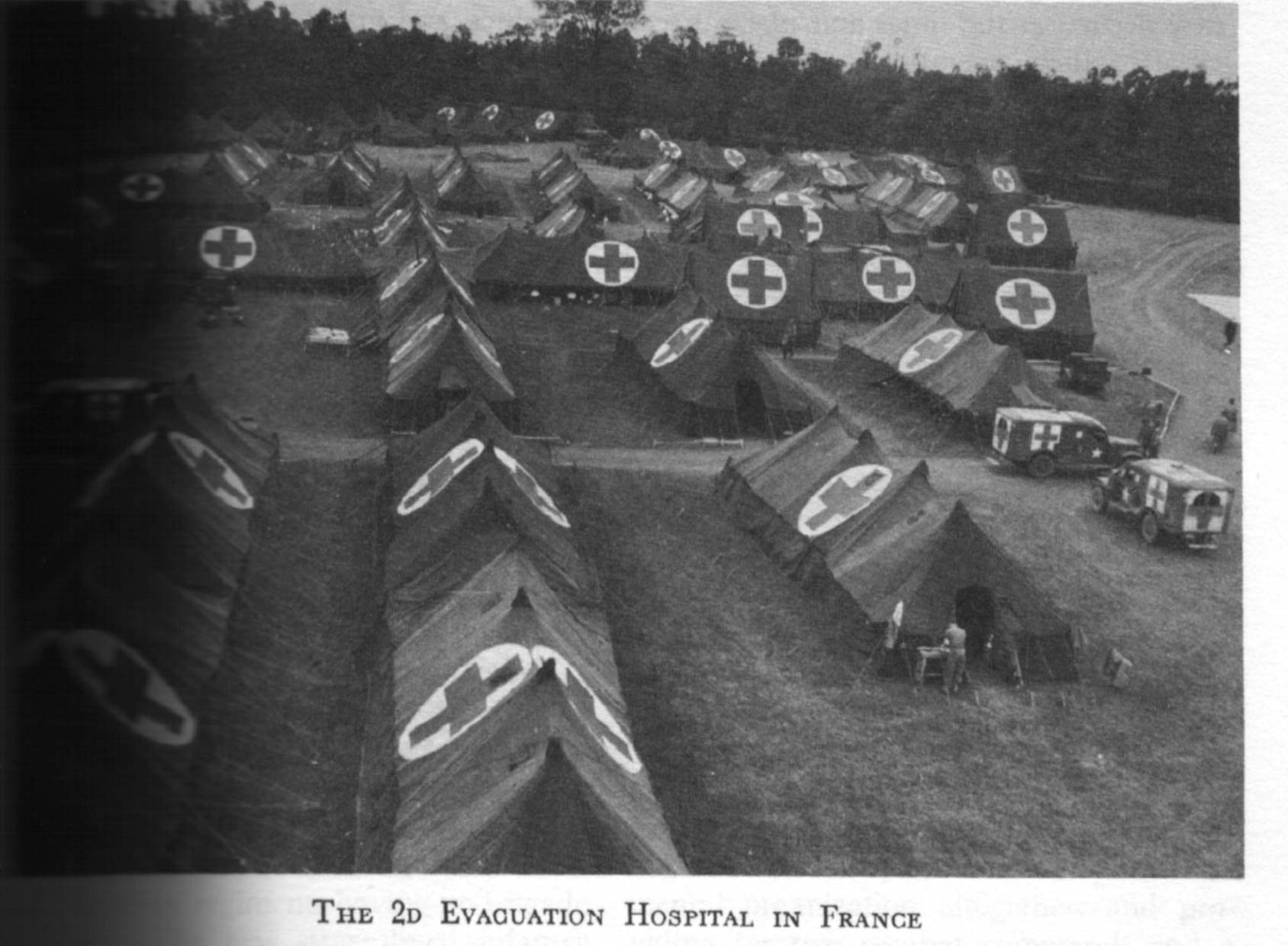
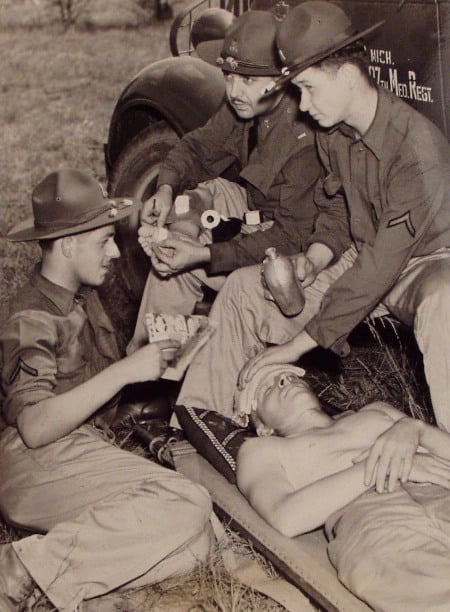
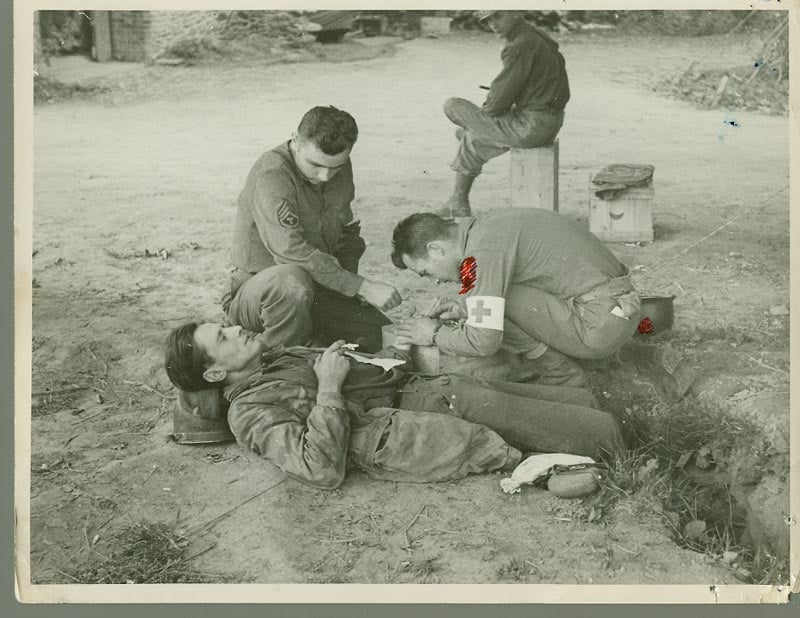
Generic World War II Medic Images
These are some photos I scanned years ago from various Medical Dept books.
Medical Department, United States Army: Medical Training in World War II. Cpt. Robert J. Parks, MSC, AUS Office of the Surgeon General, Dept of Armt, 1974
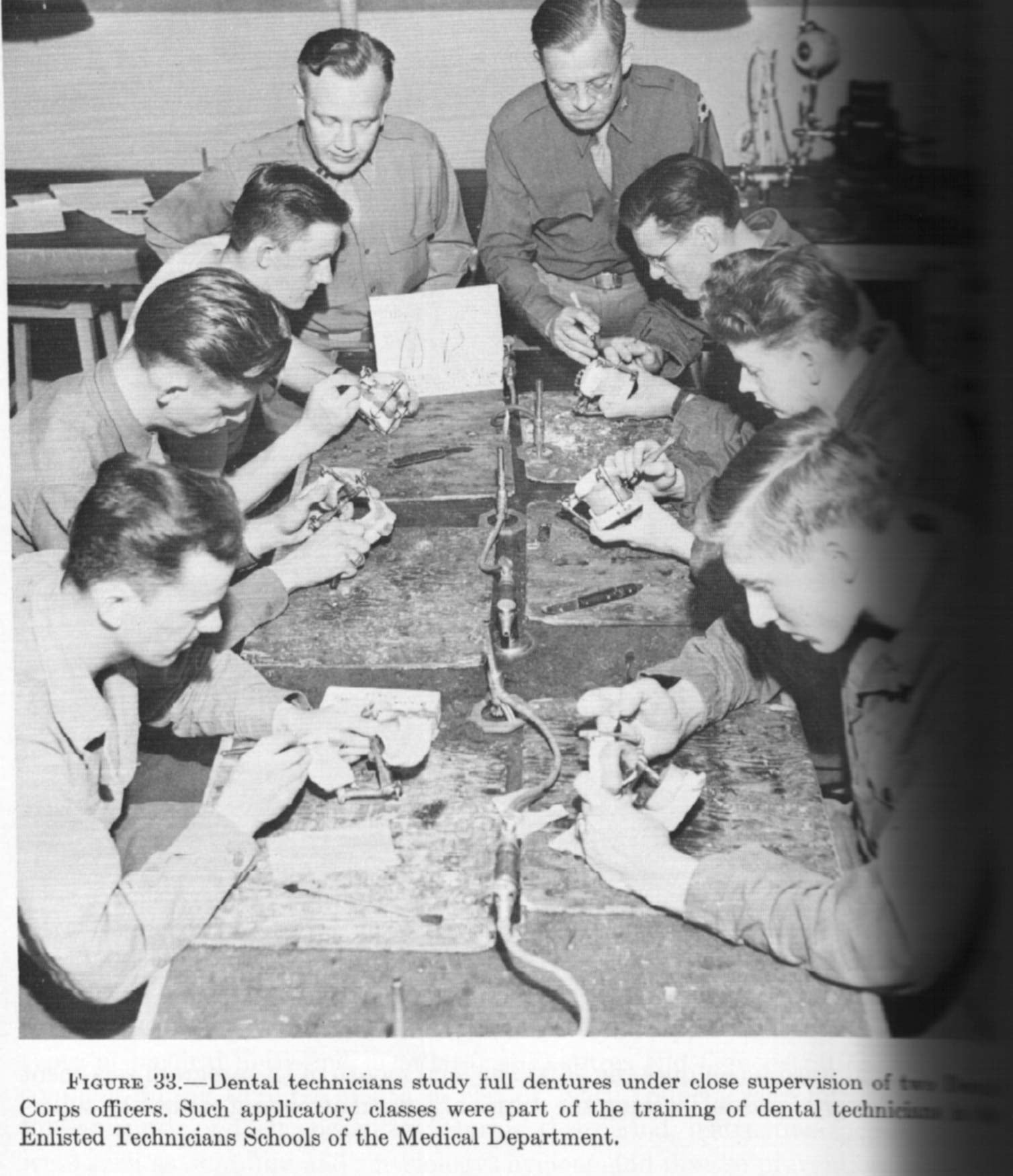
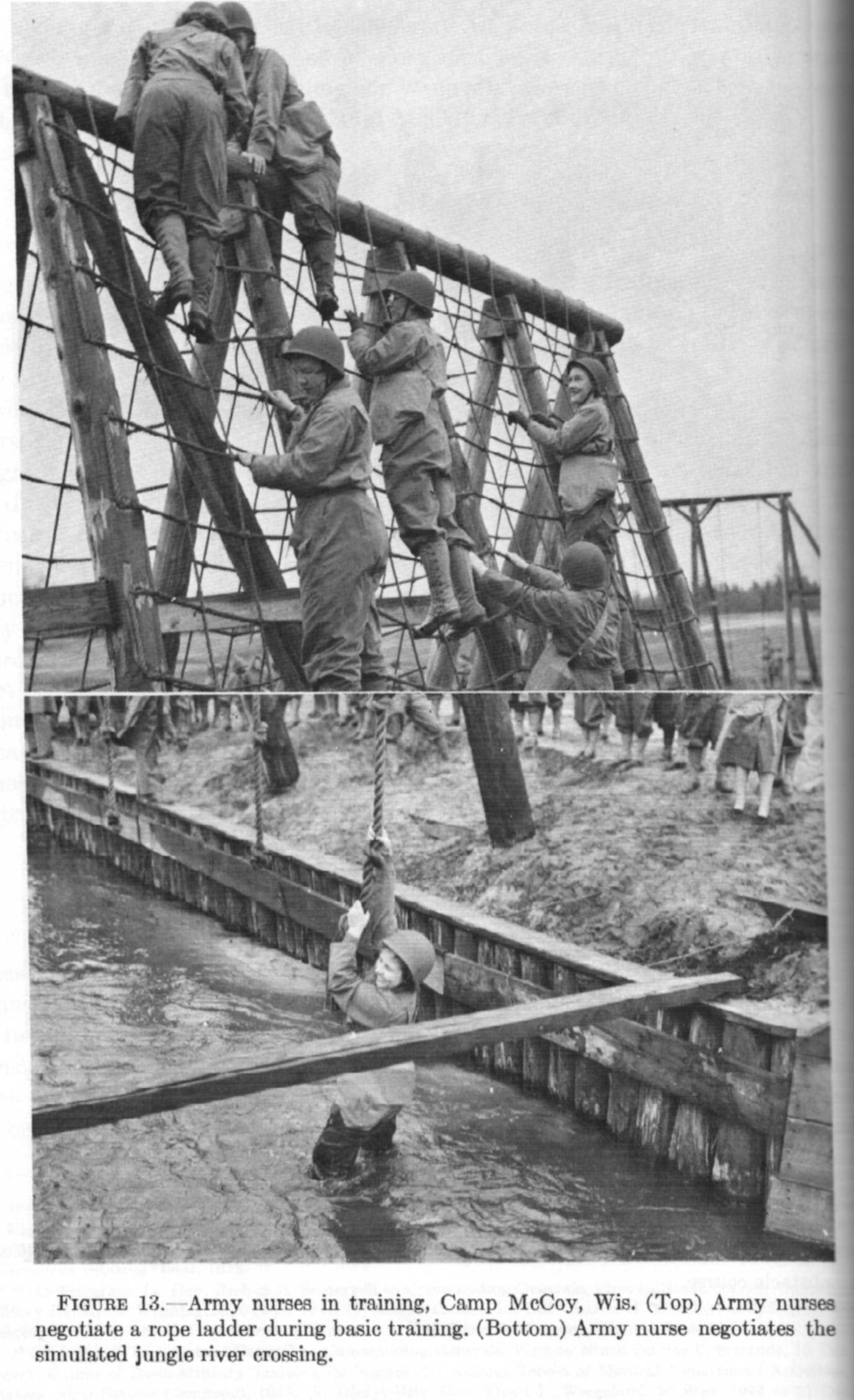
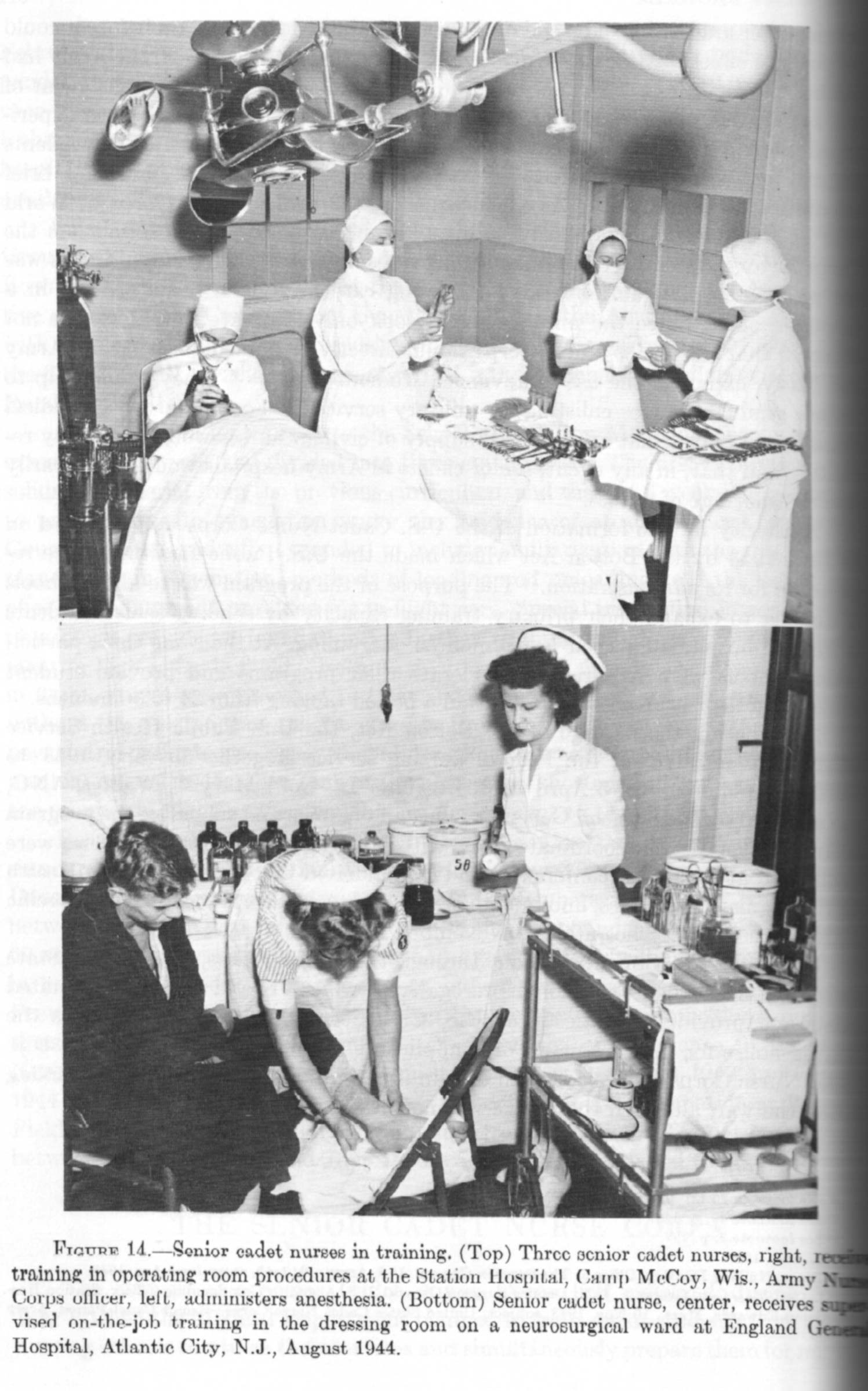
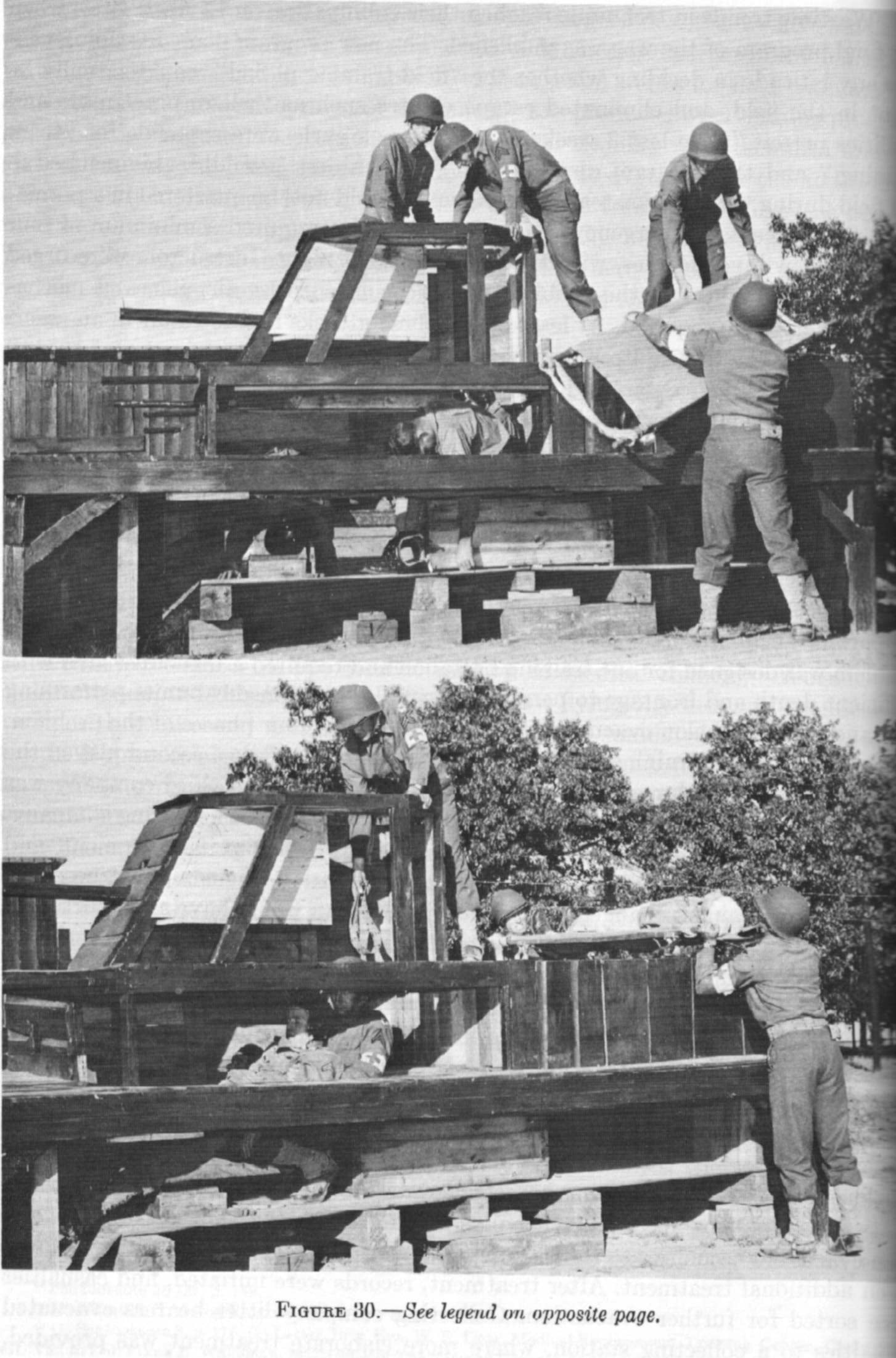
Cosmas, Graham A. and Albert E. Cowdrey. “The Medical Department: Medical Service in the European Theater of Operations”. Washington, D.C., 1992.

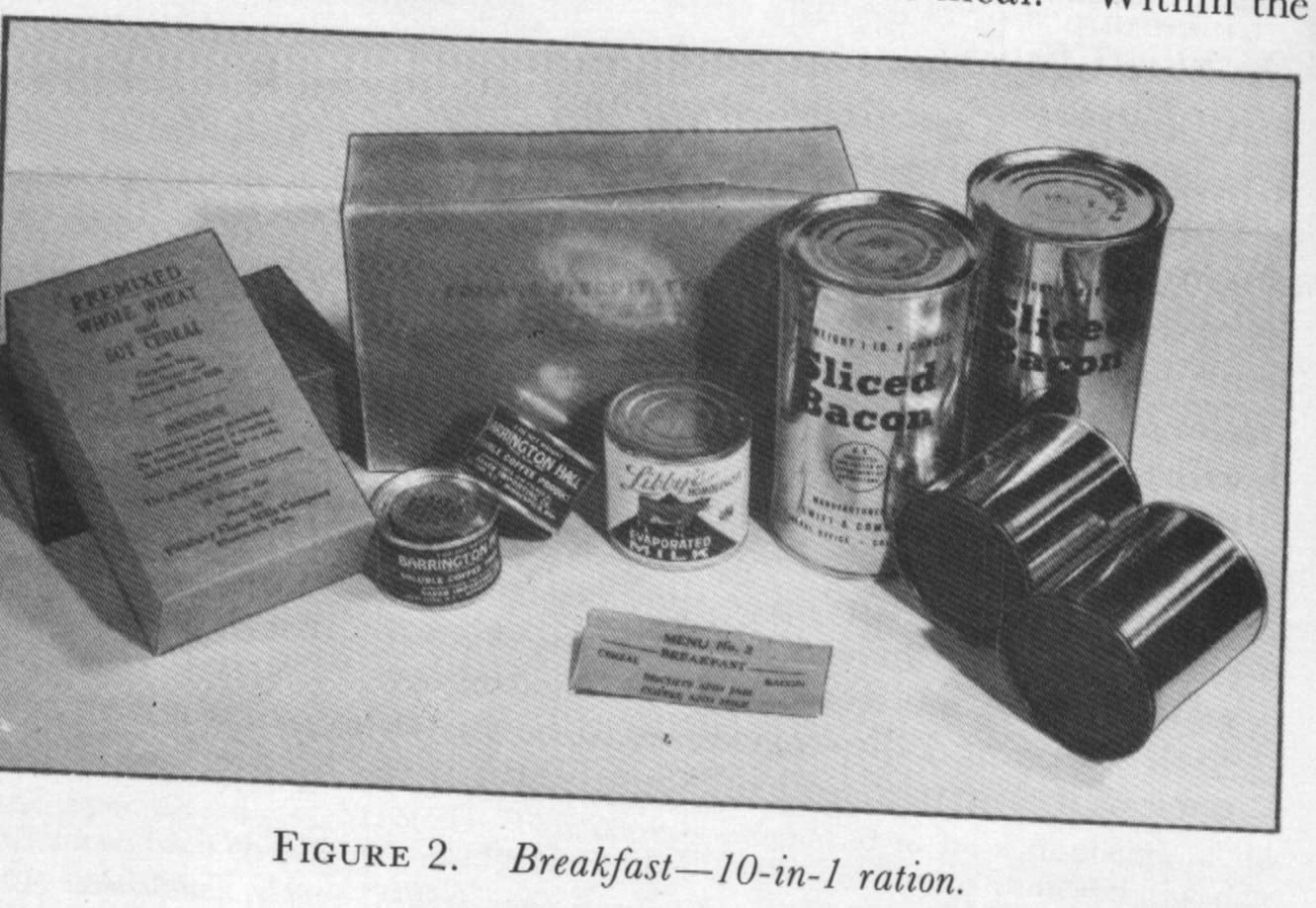
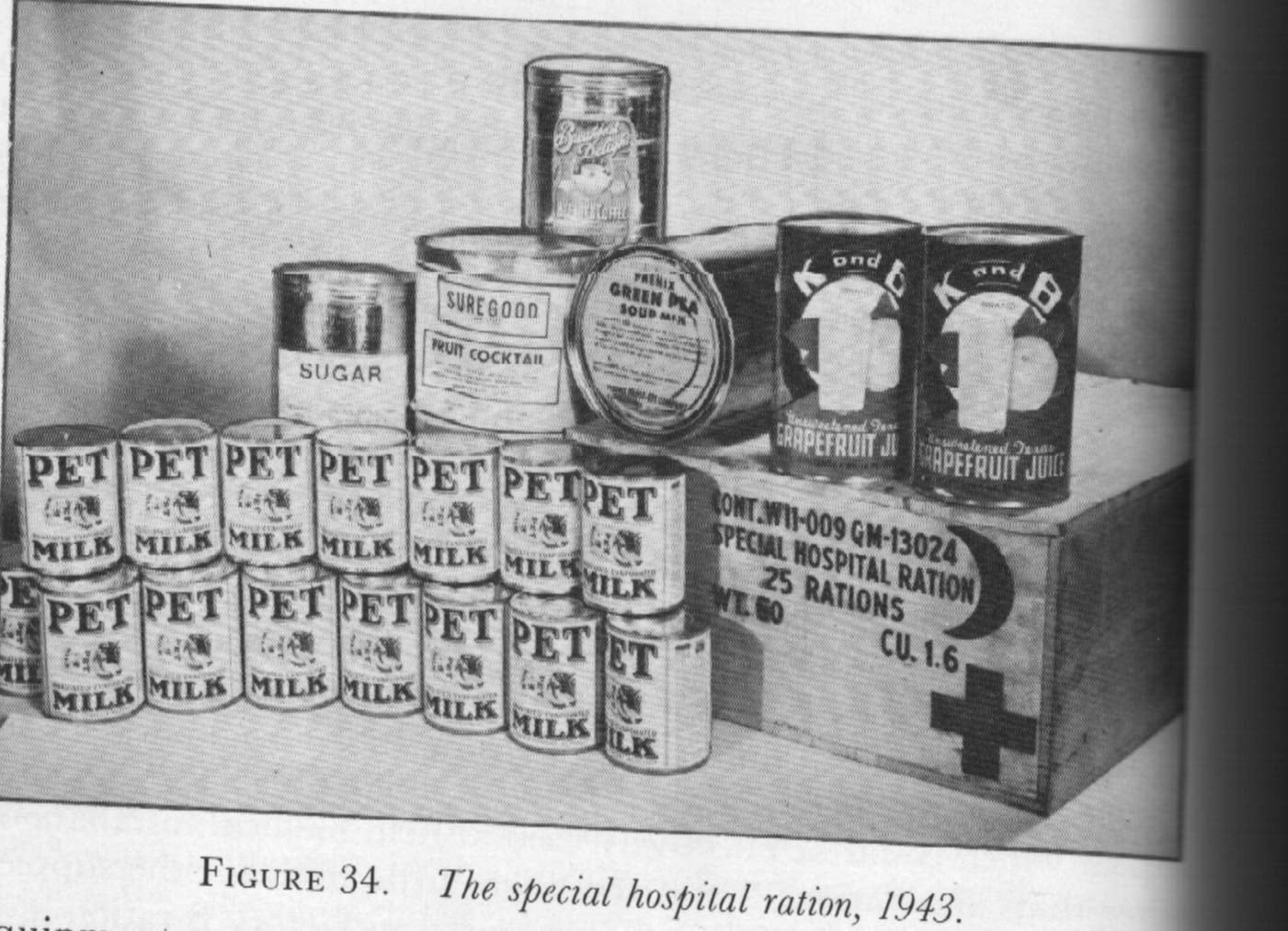
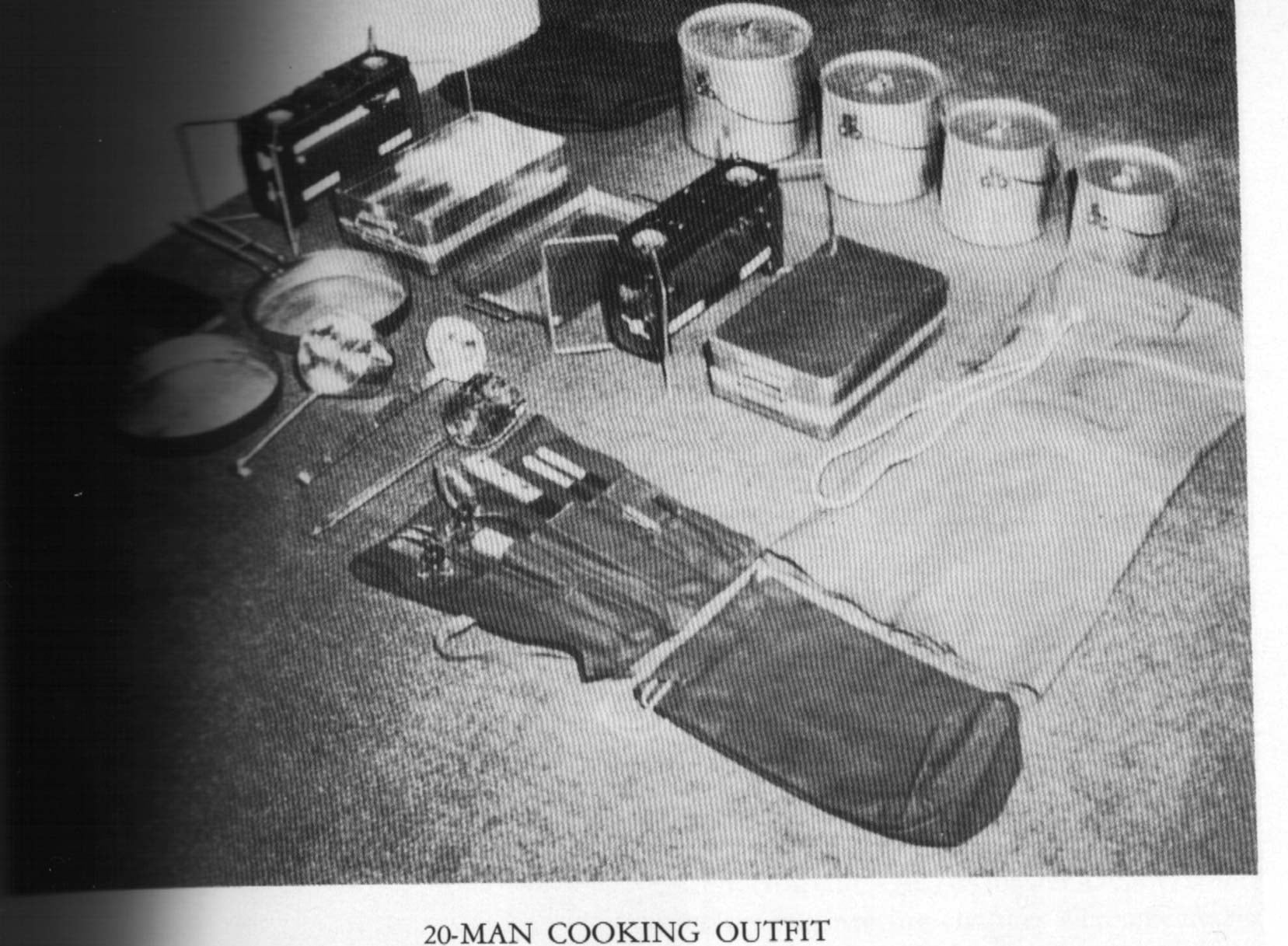
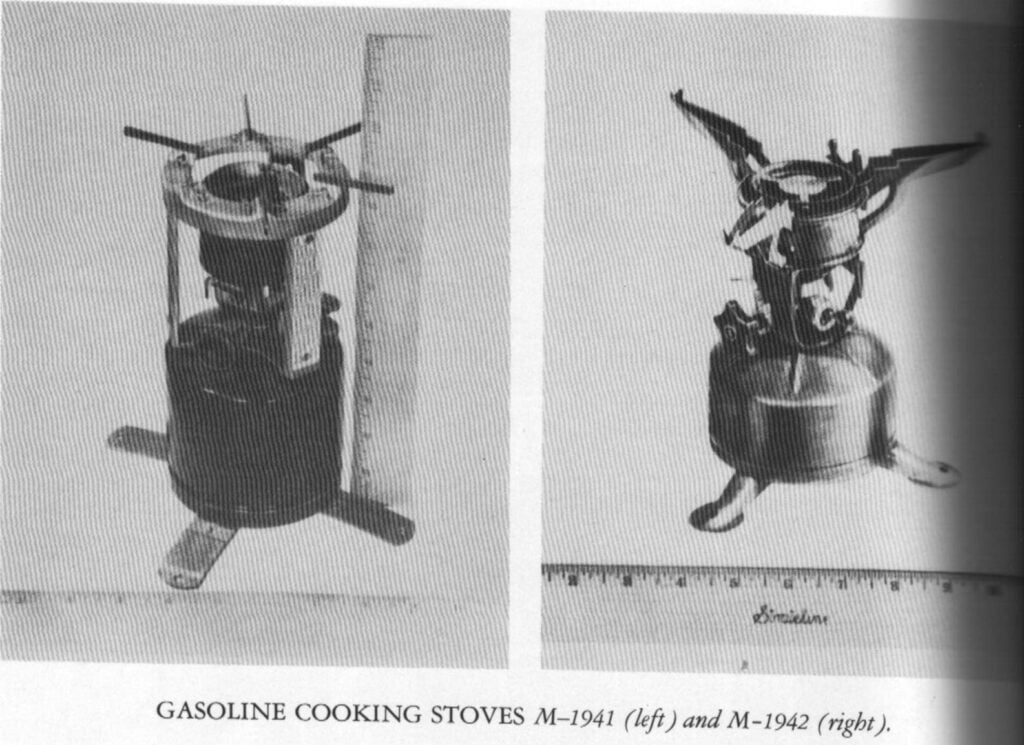
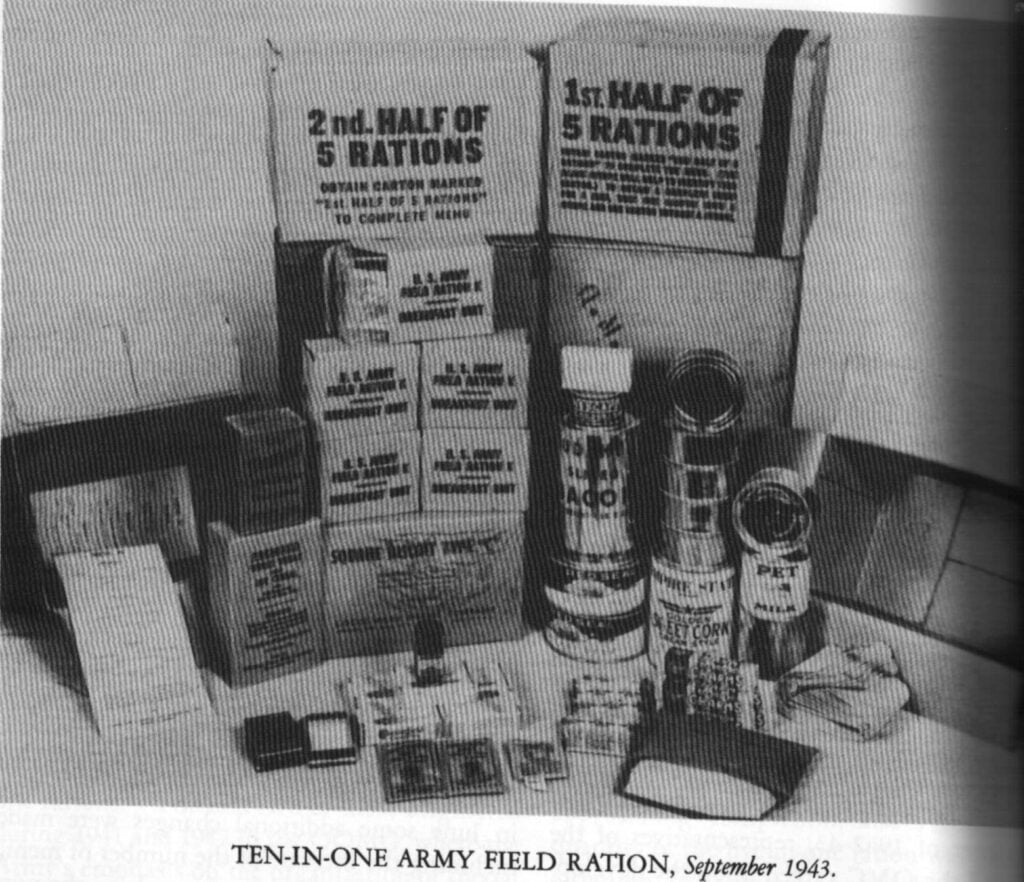
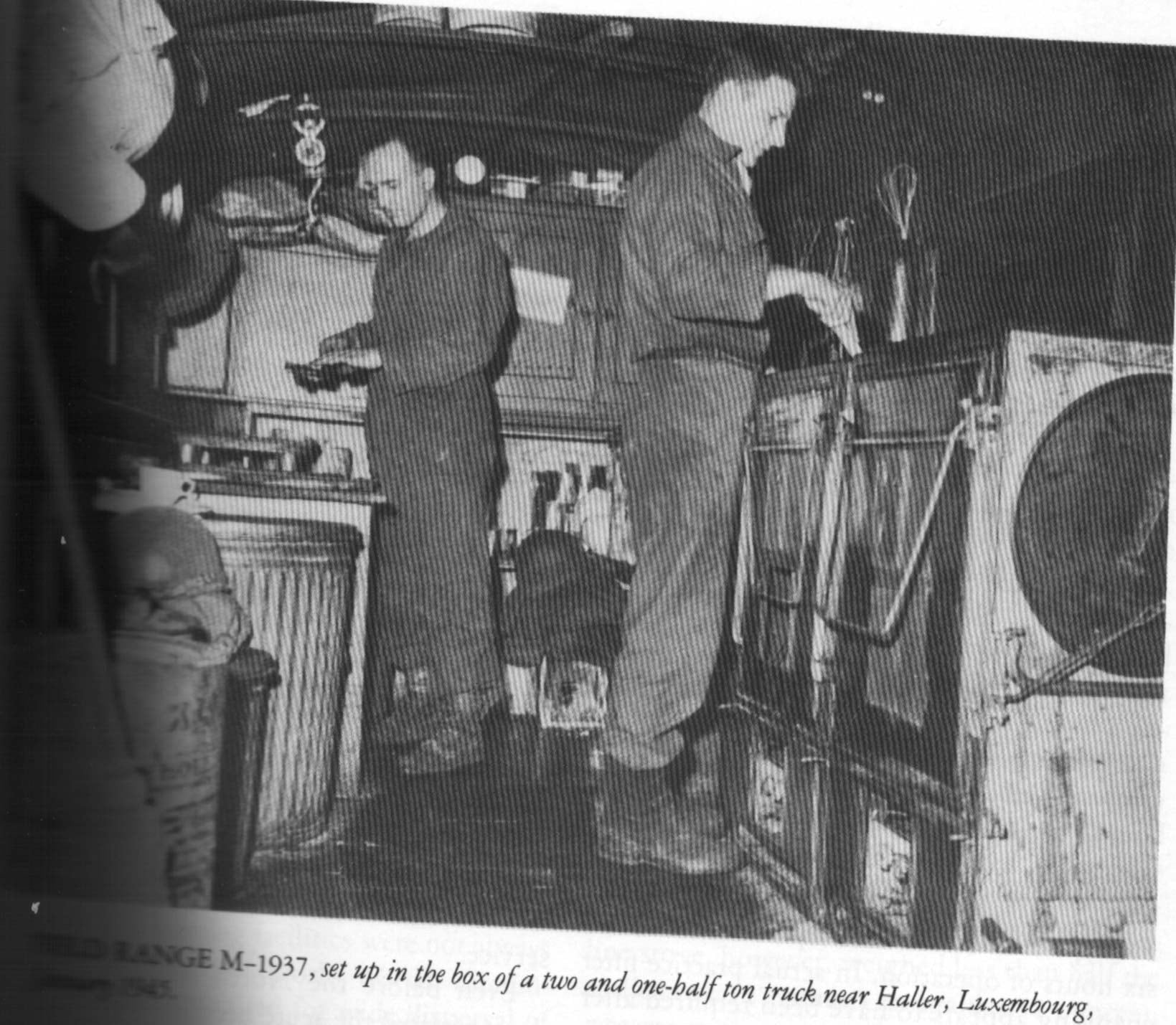
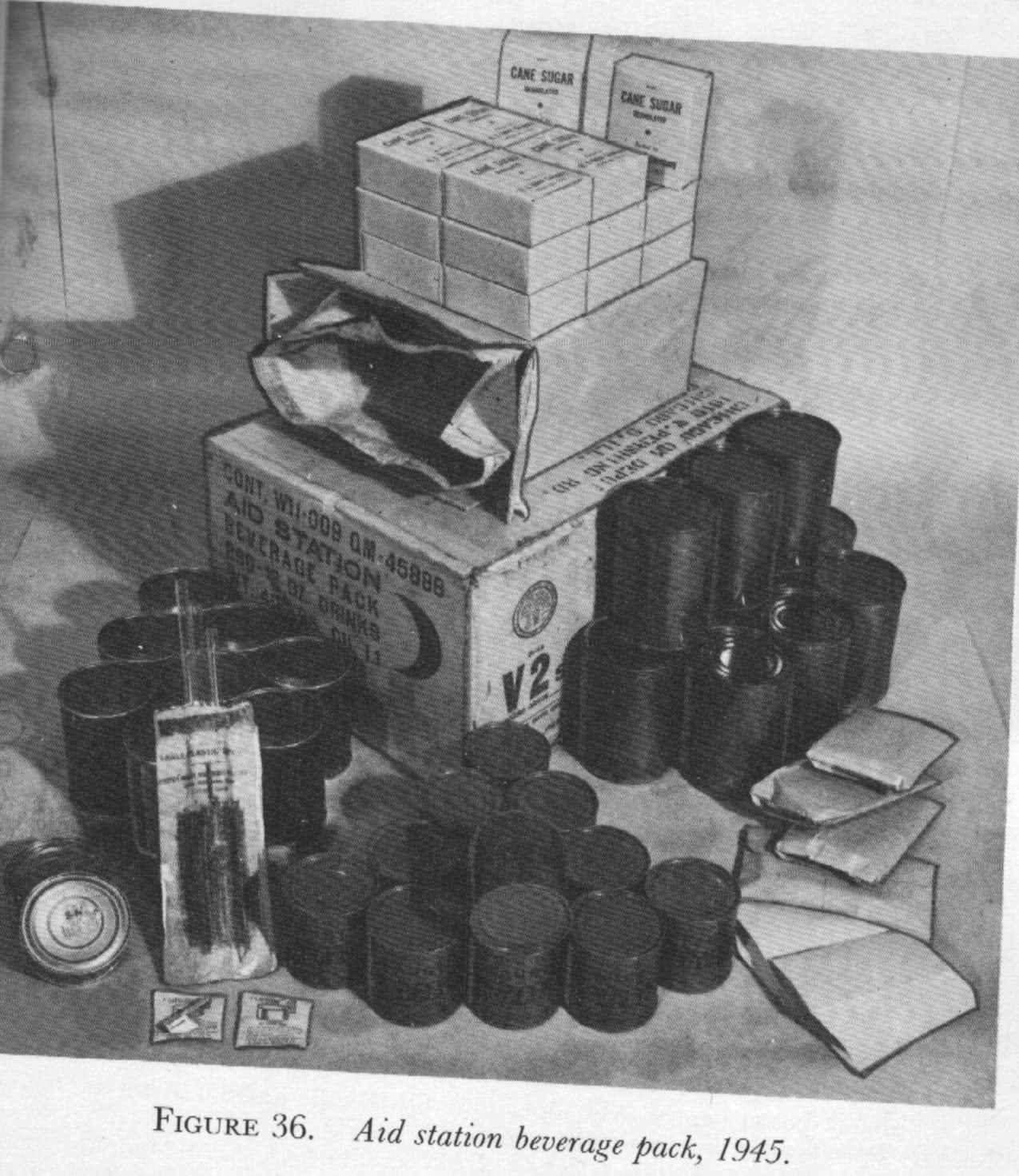
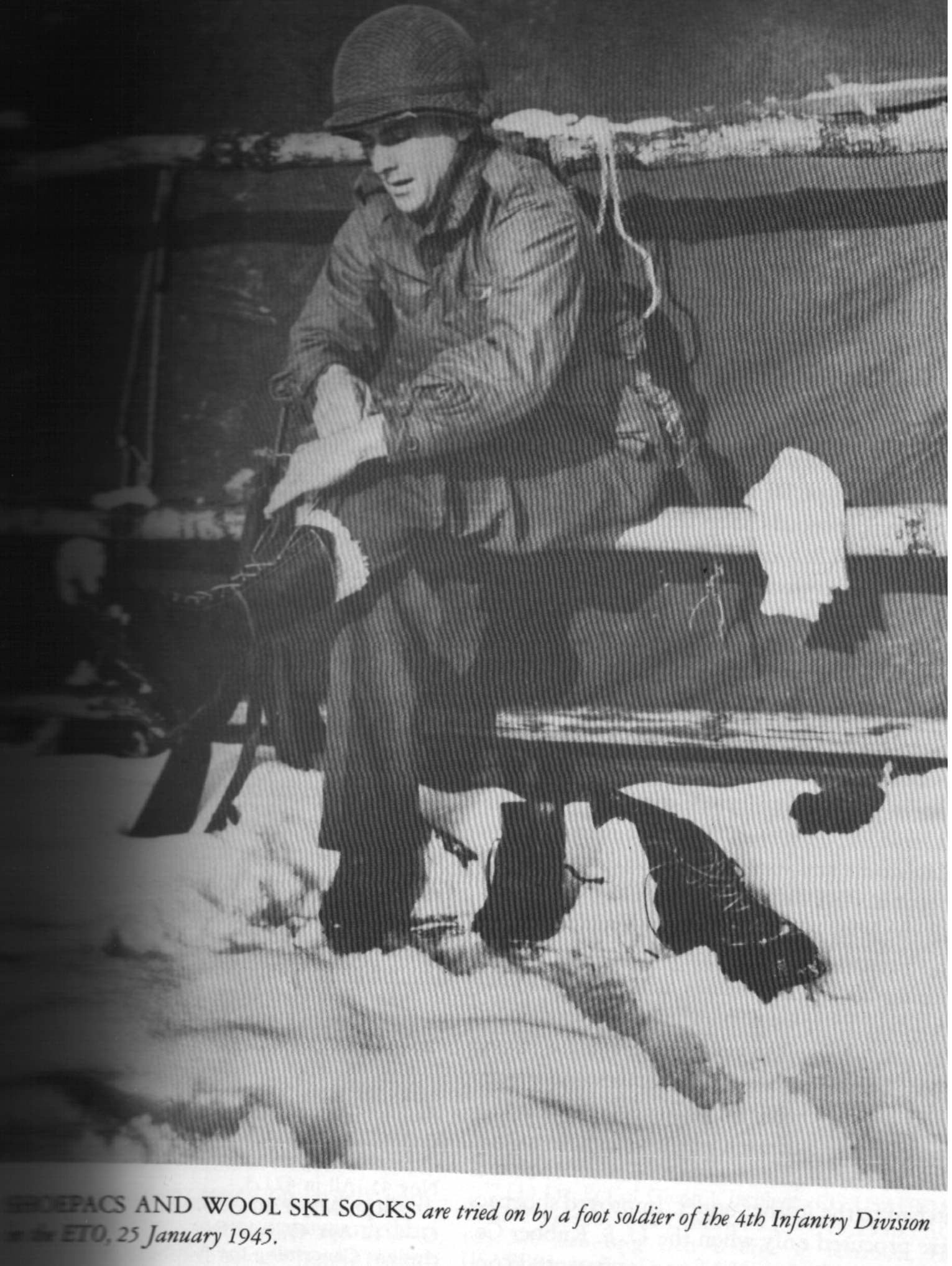
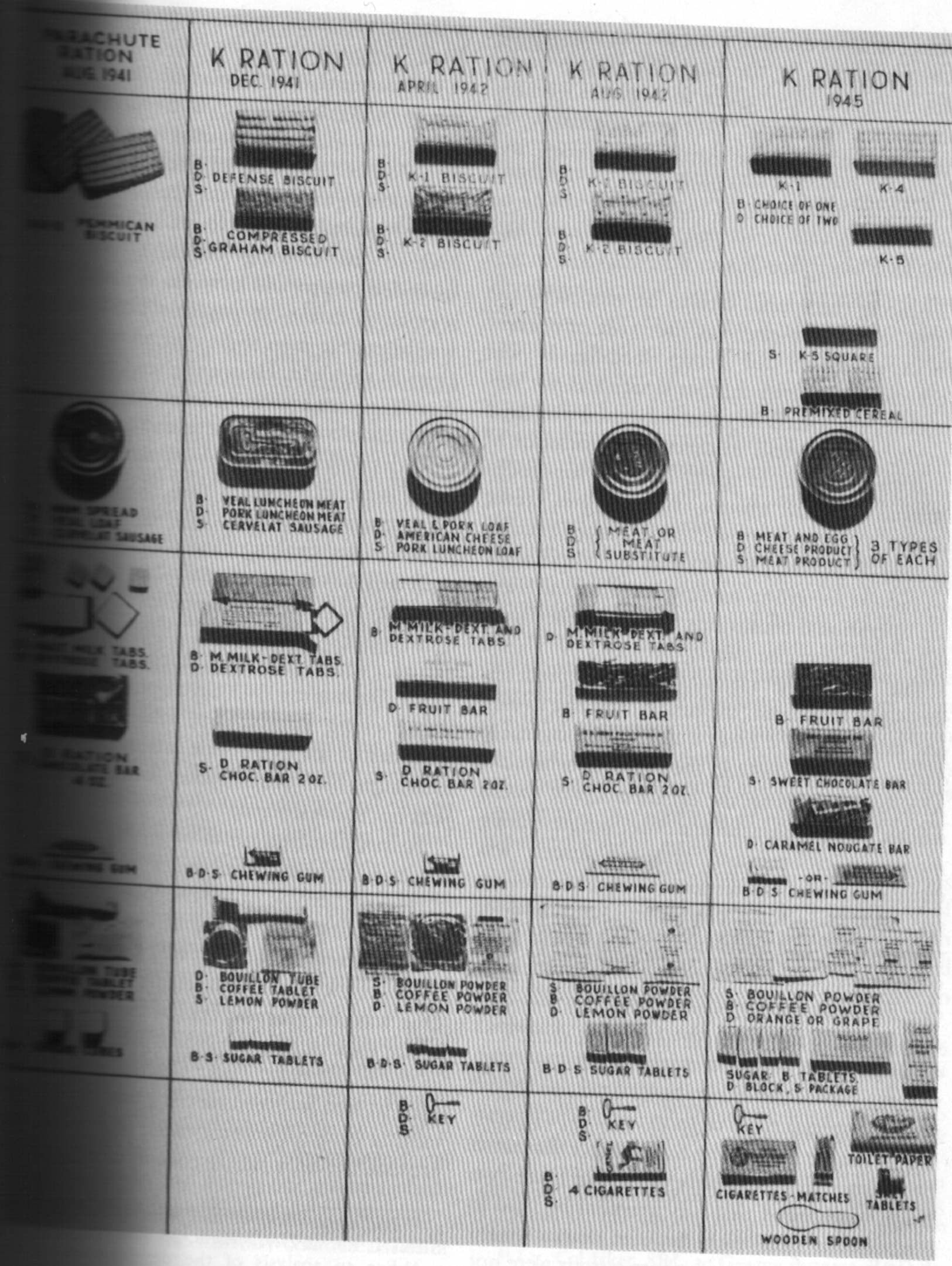
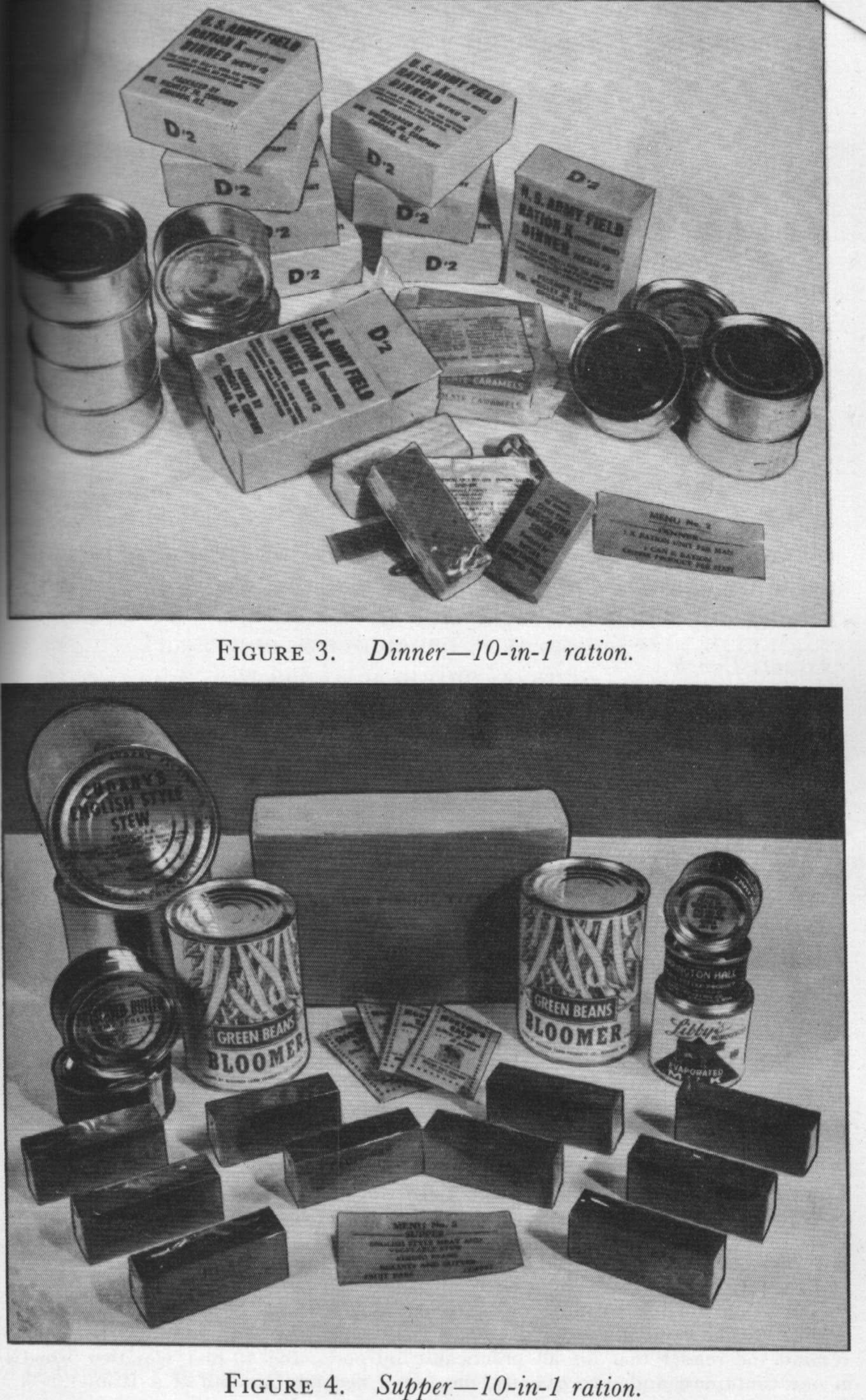
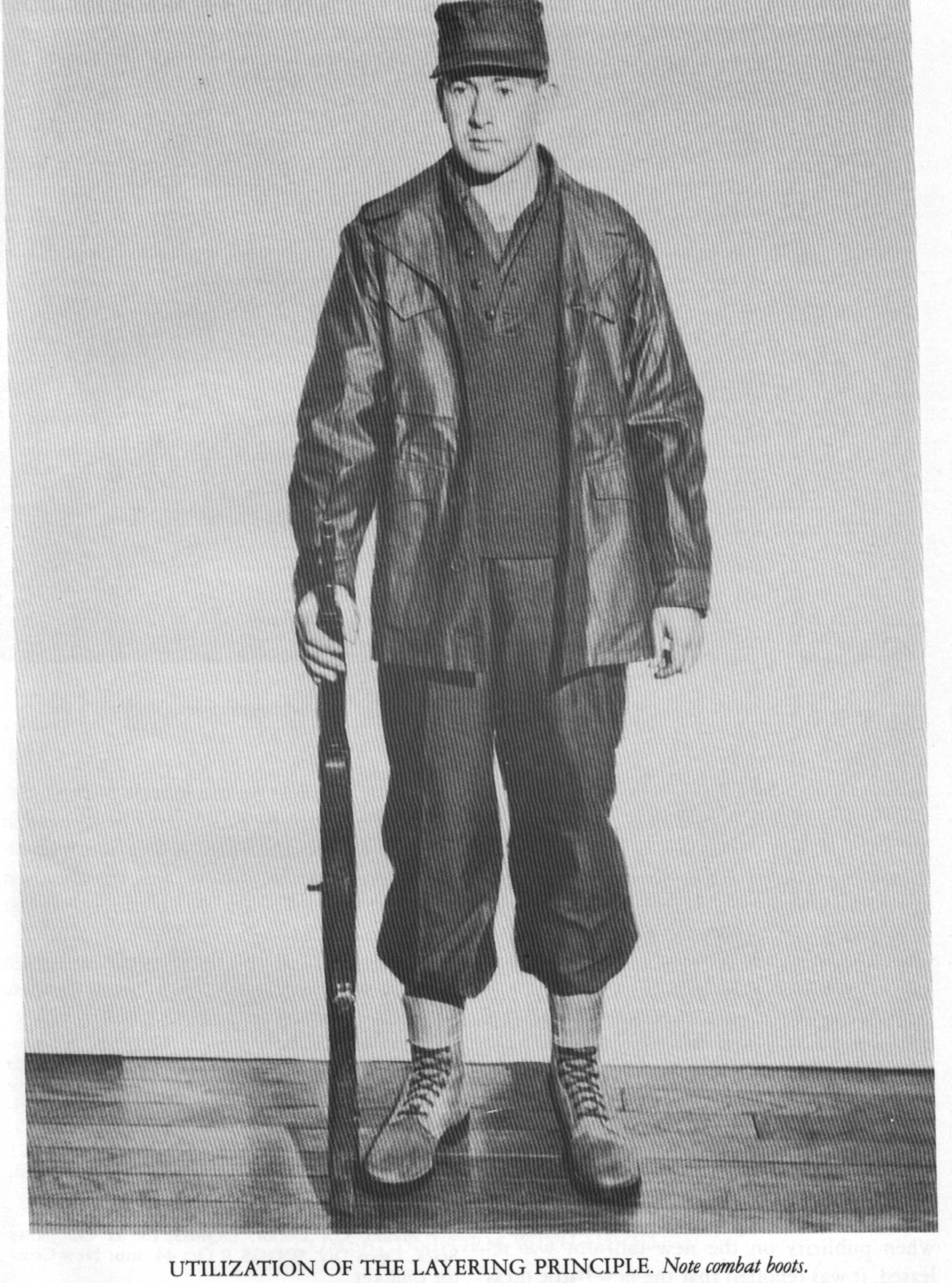
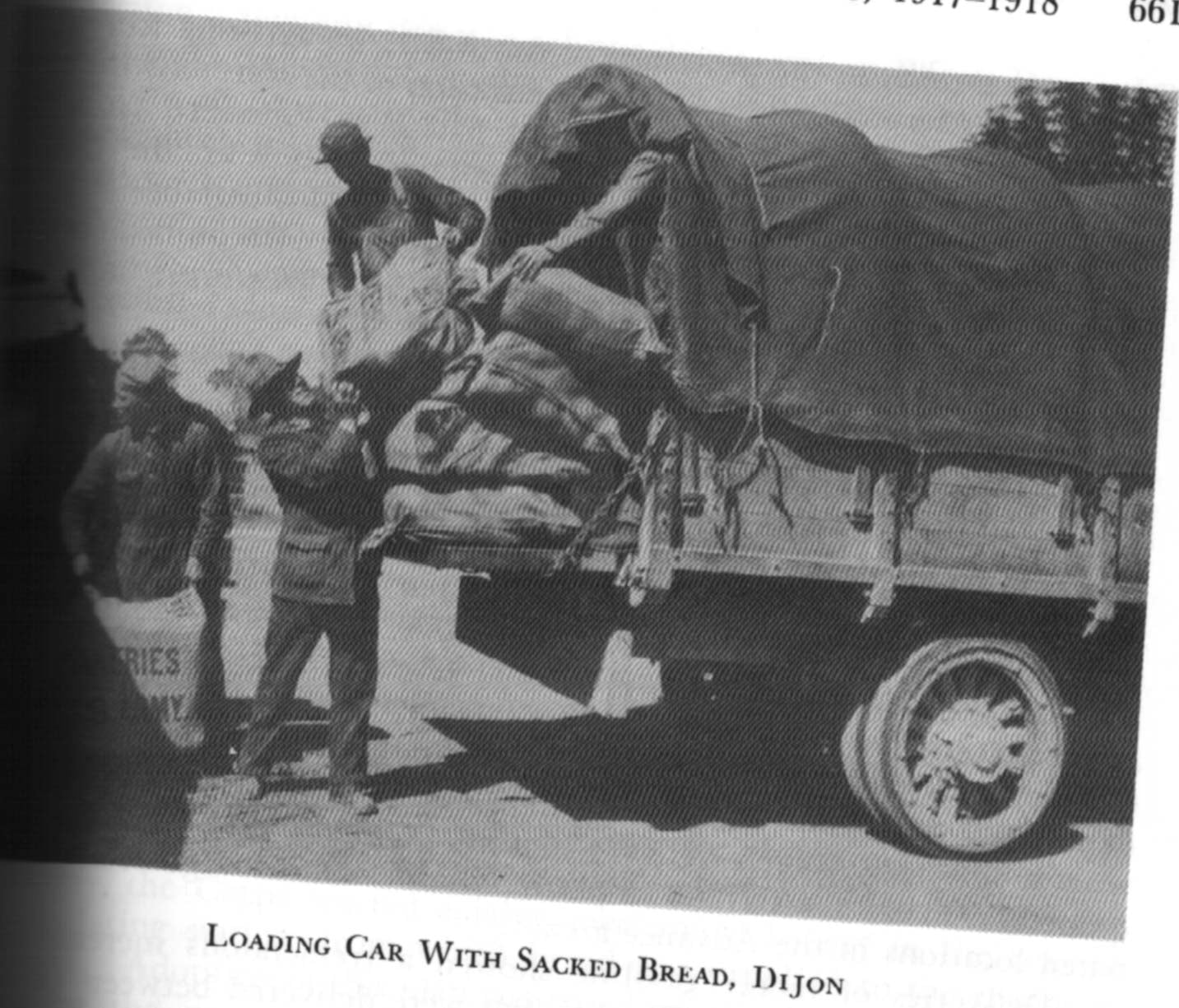
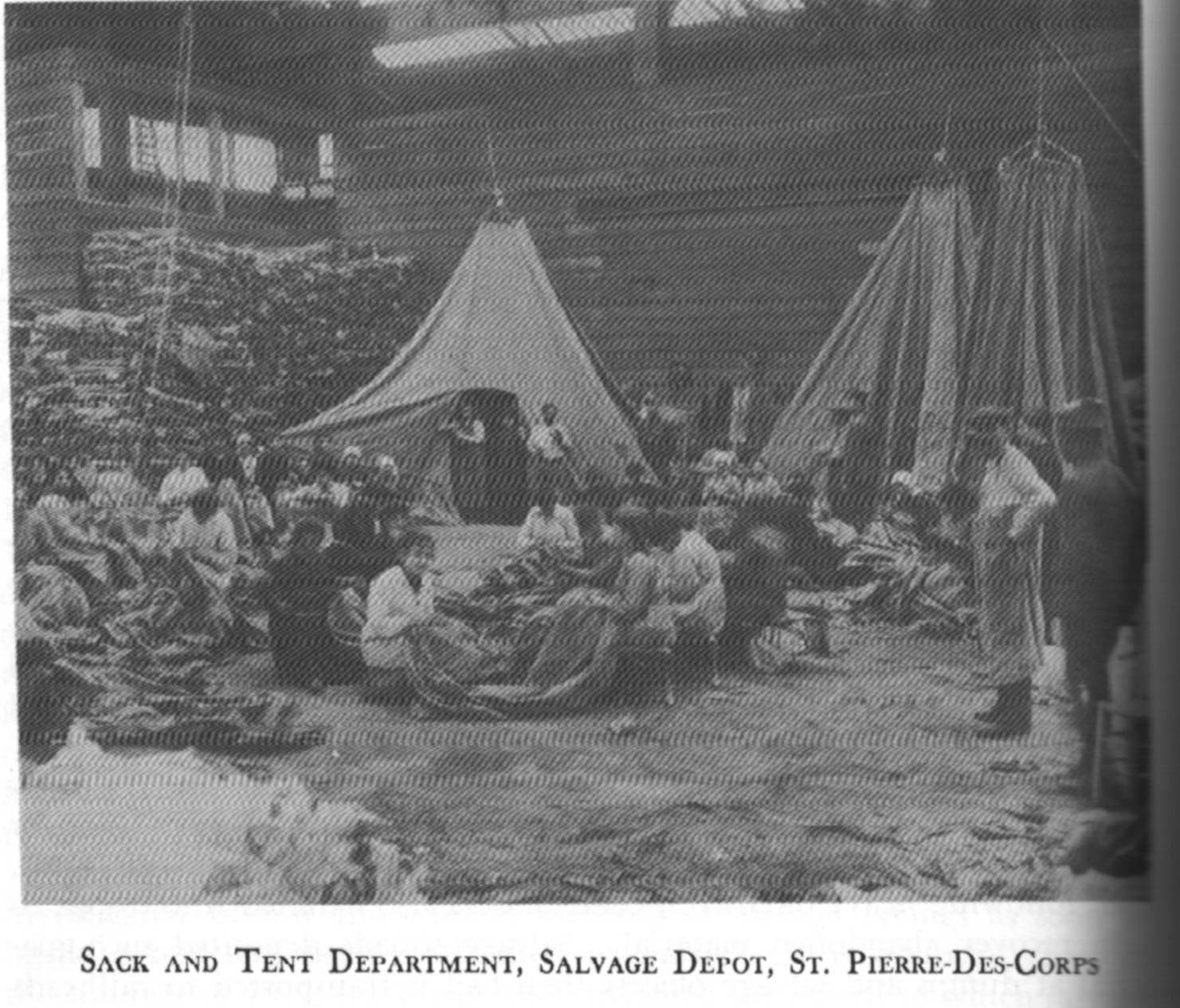
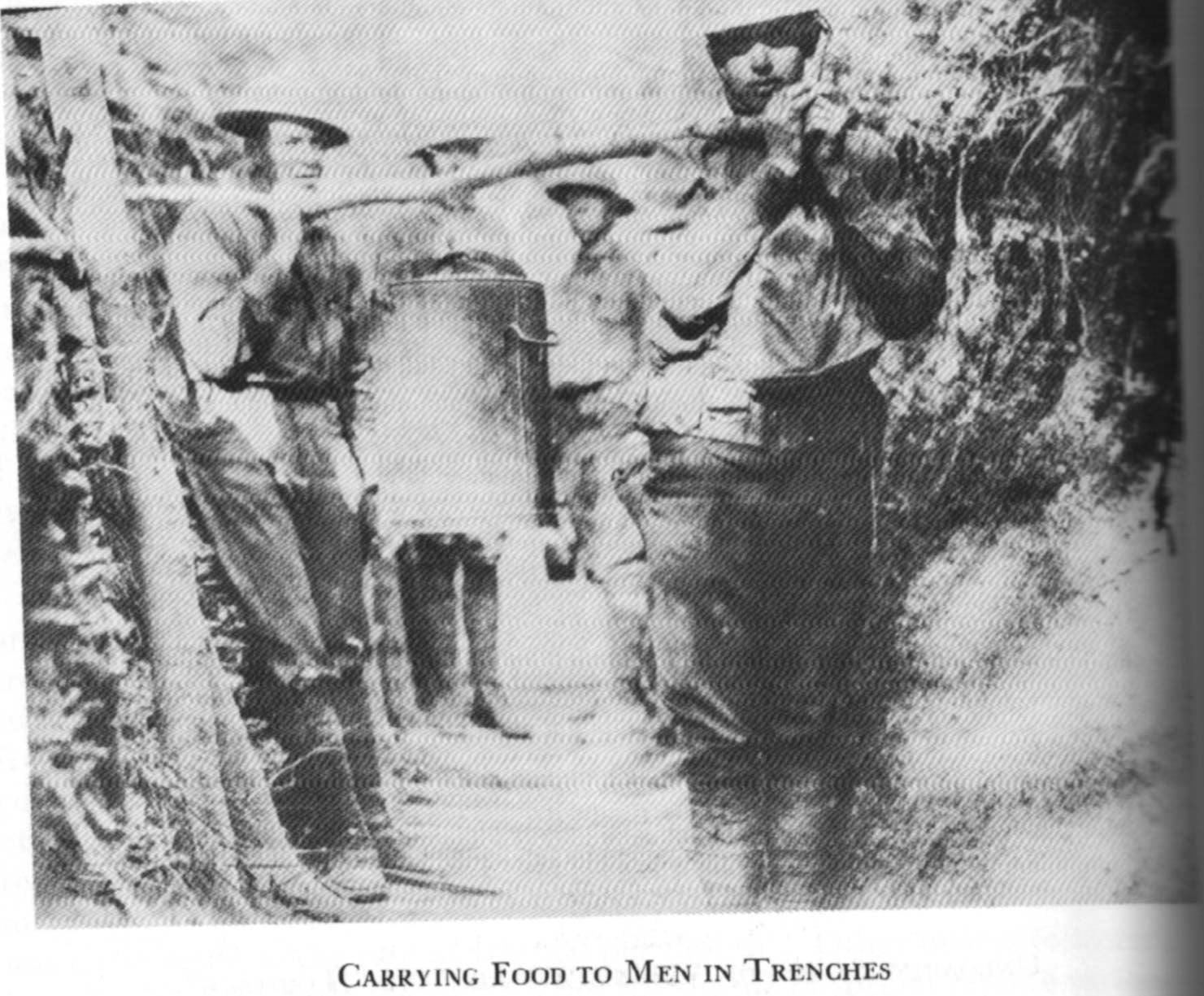
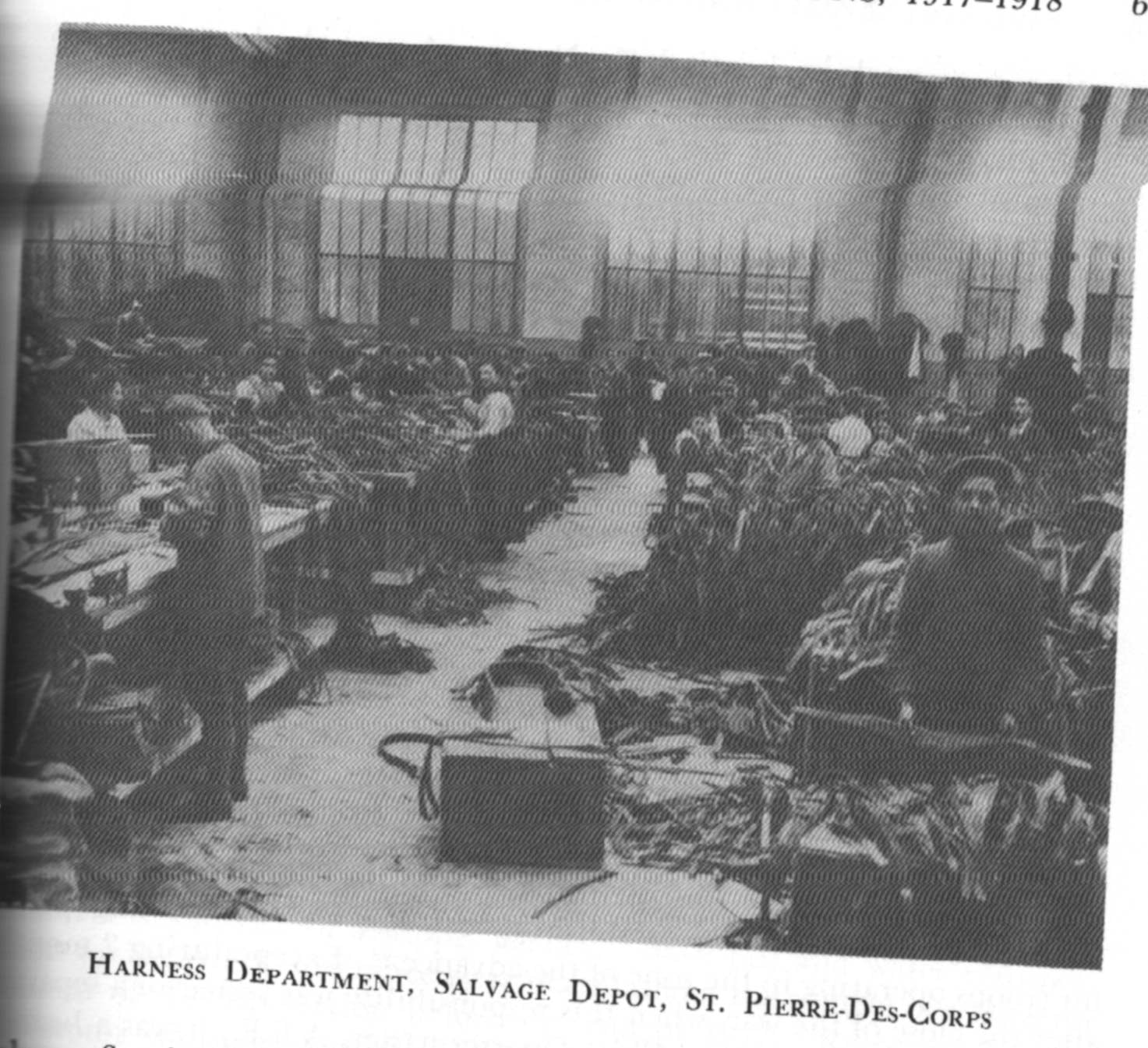
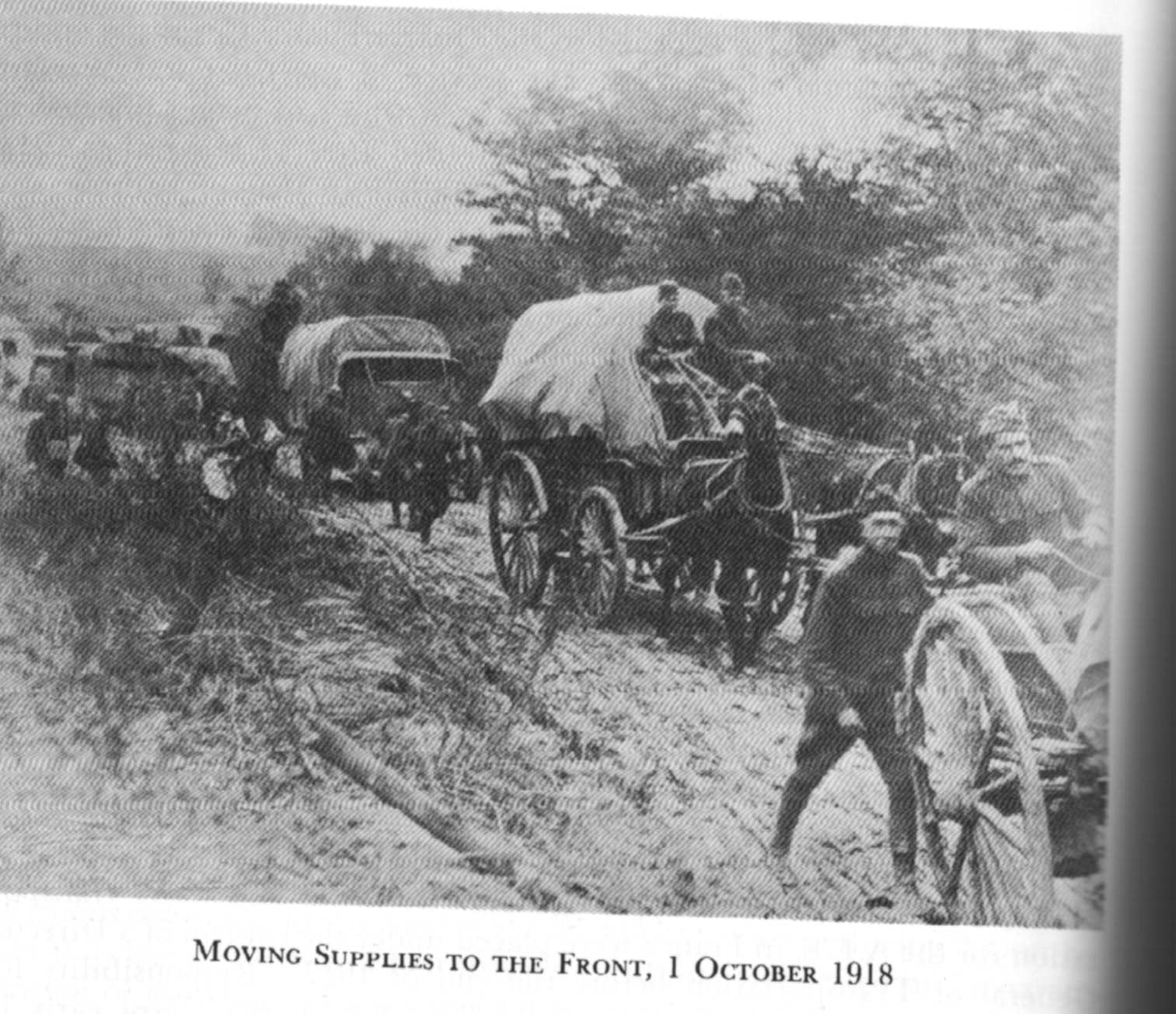
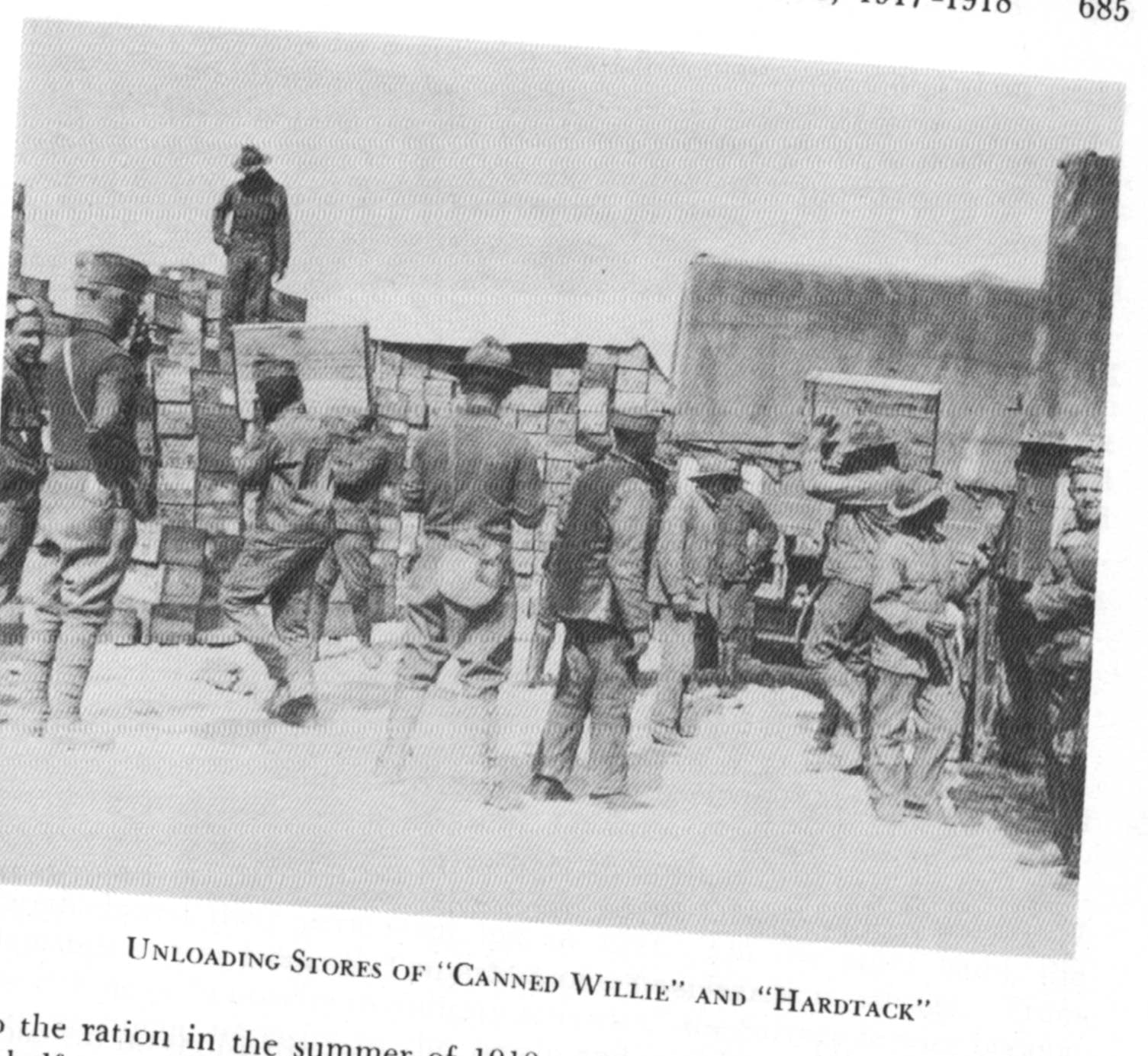
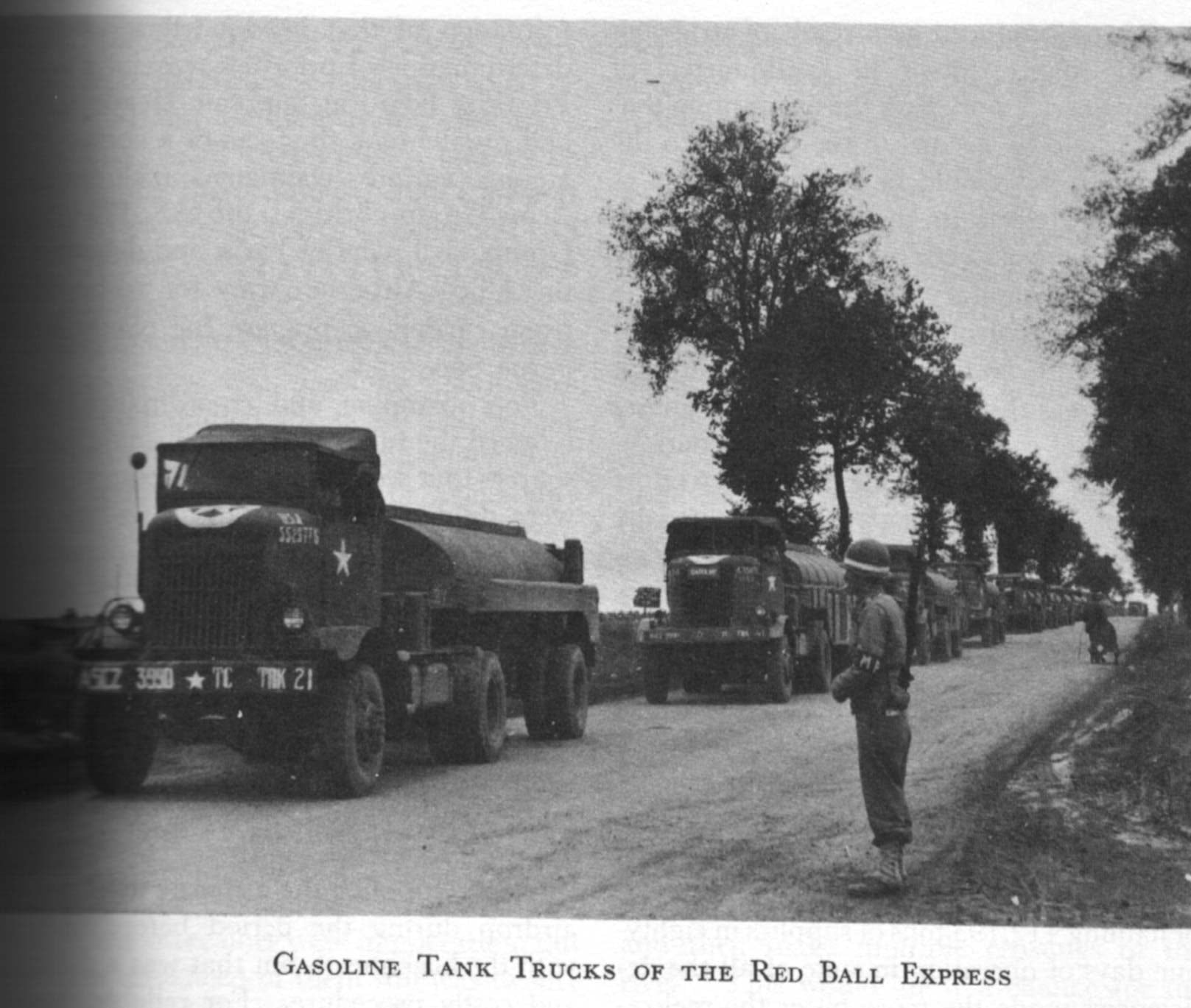
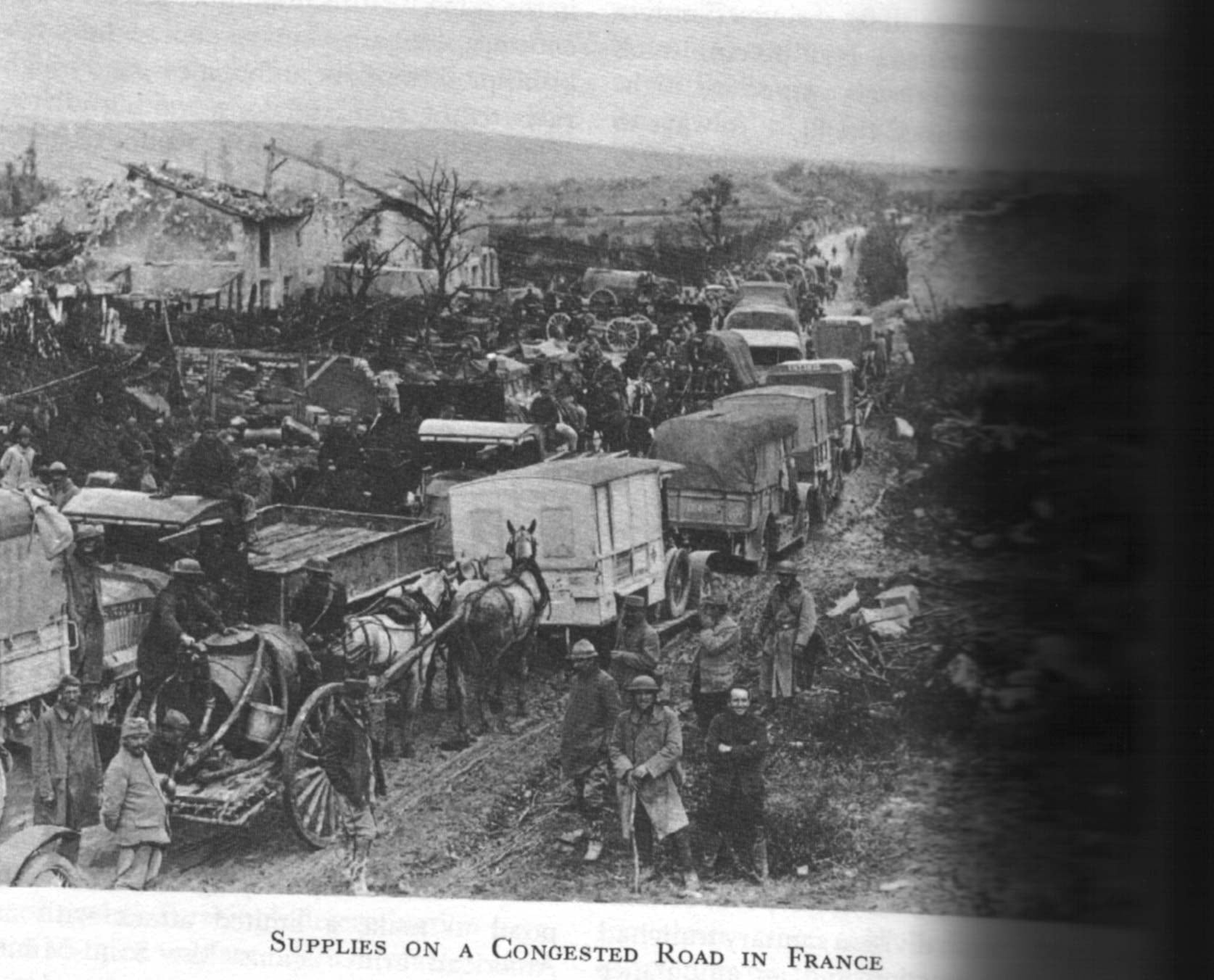
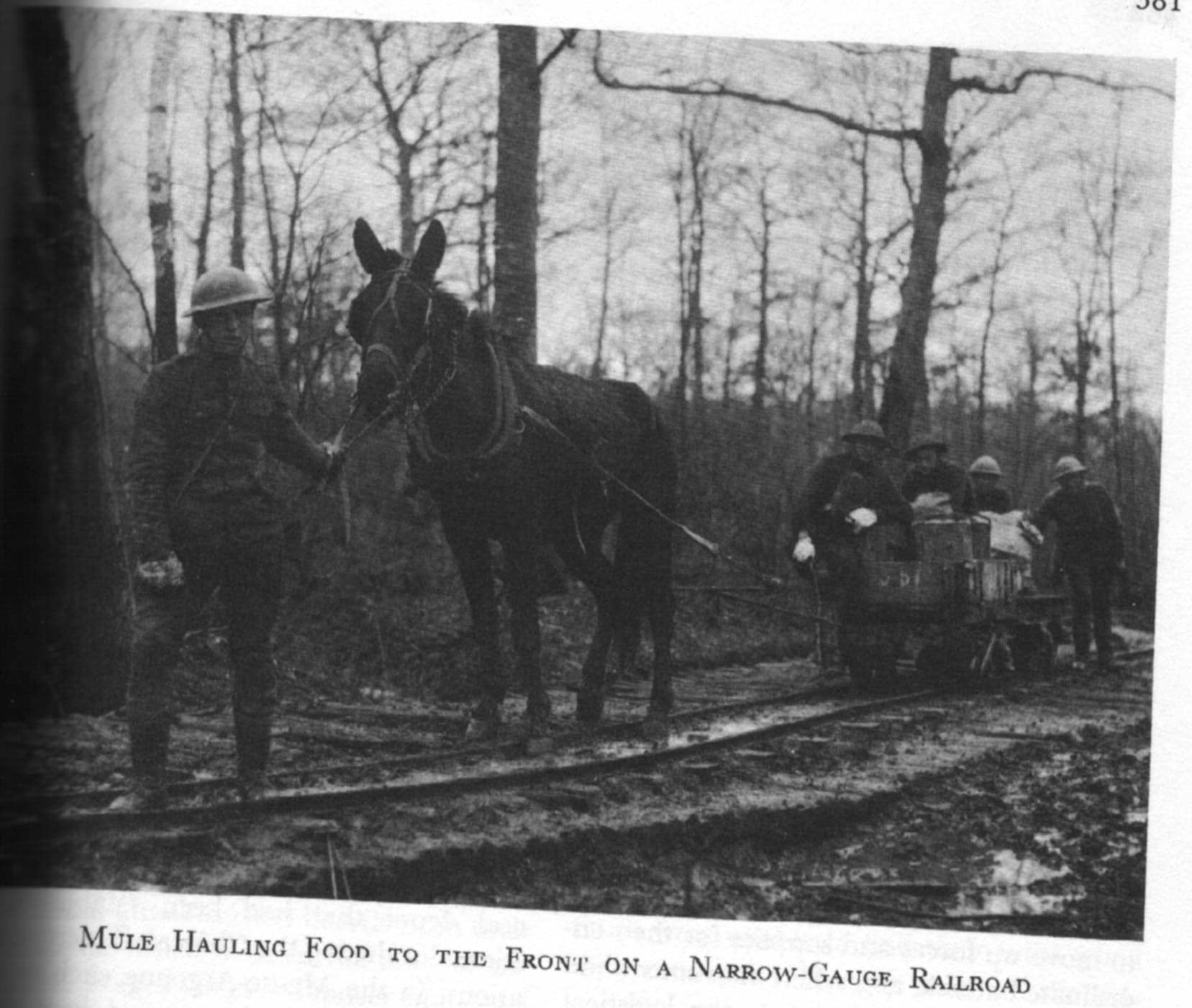
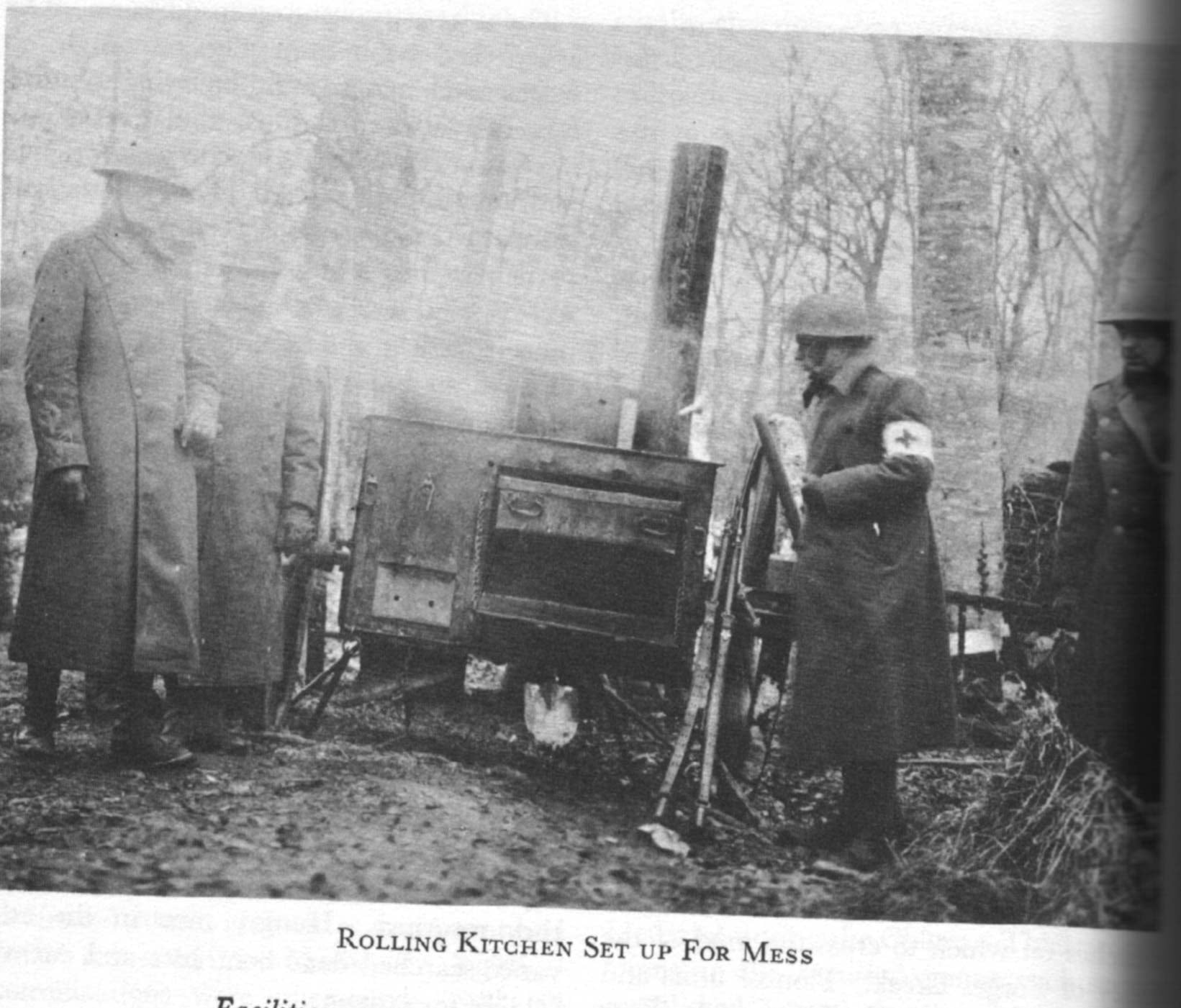
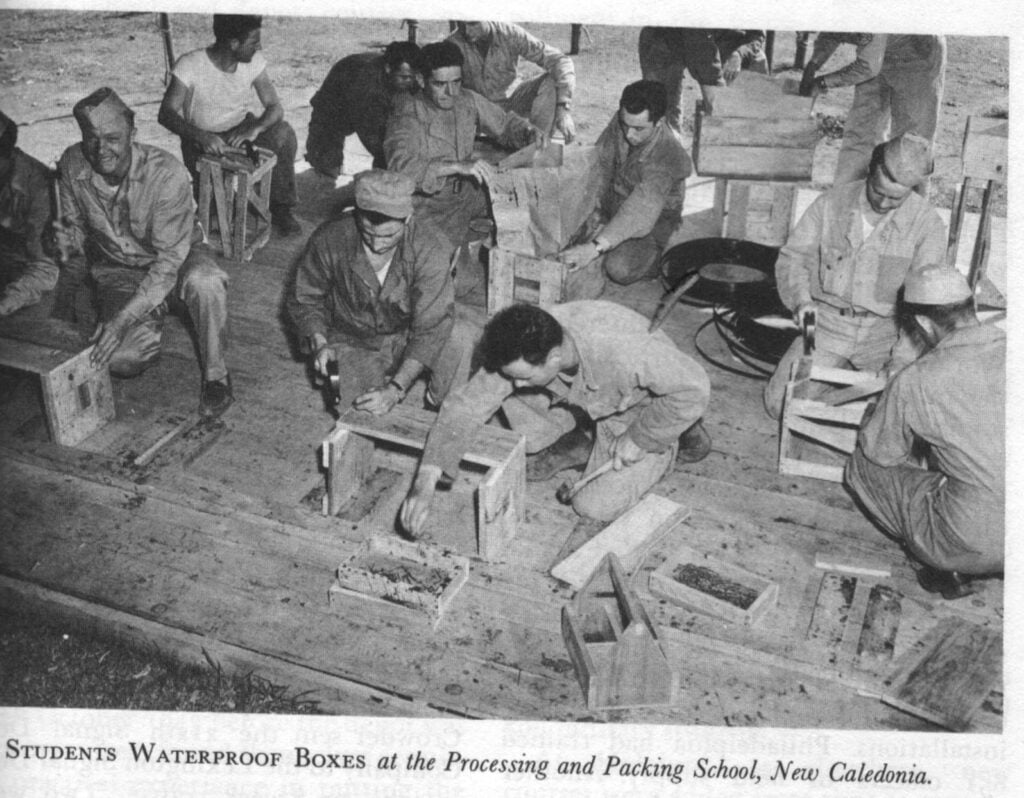
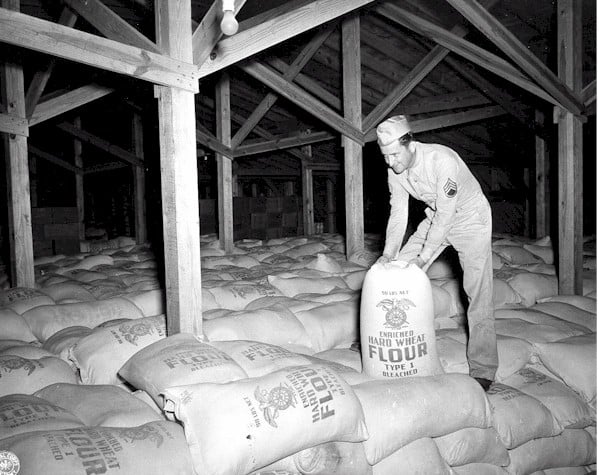
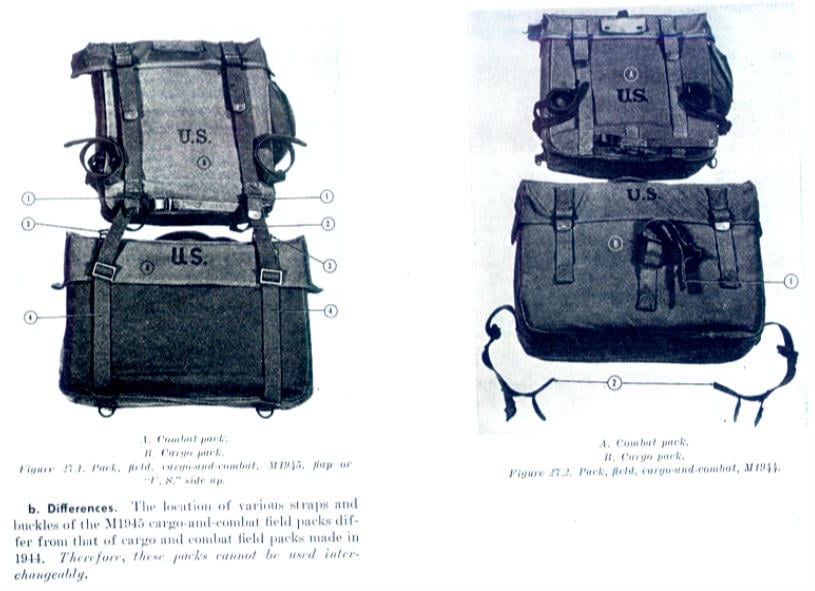
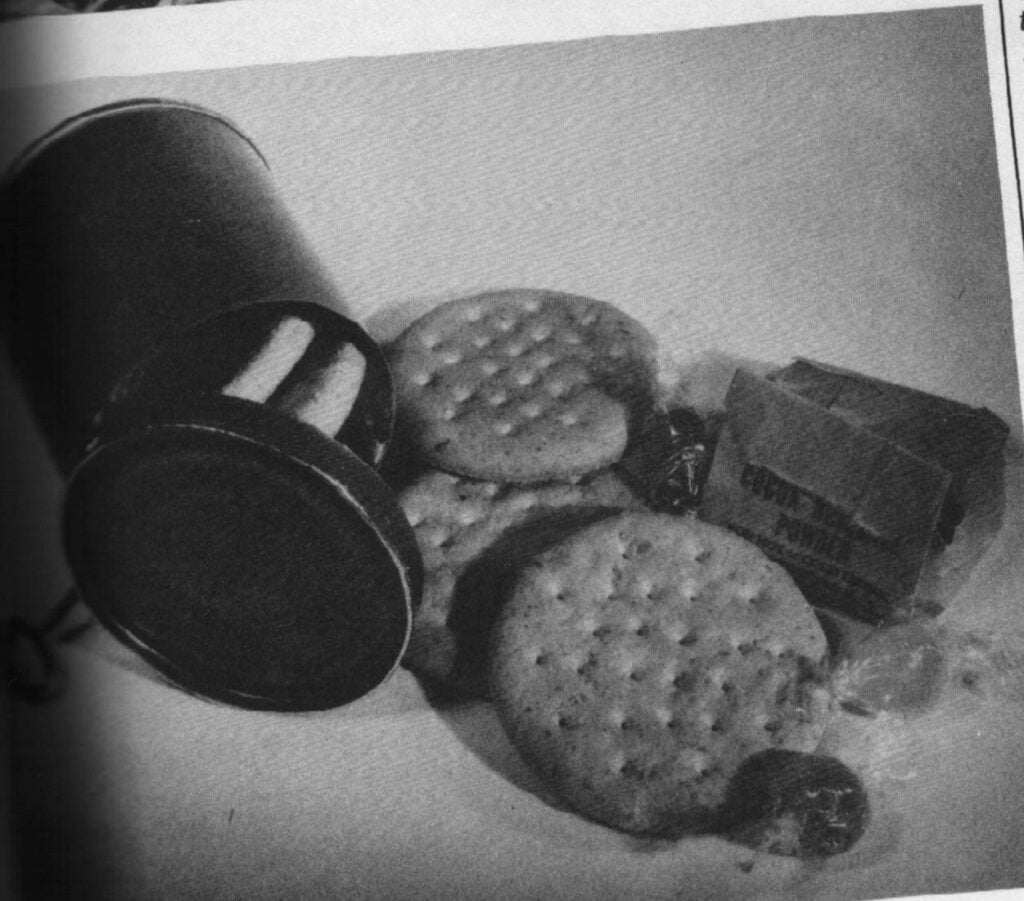
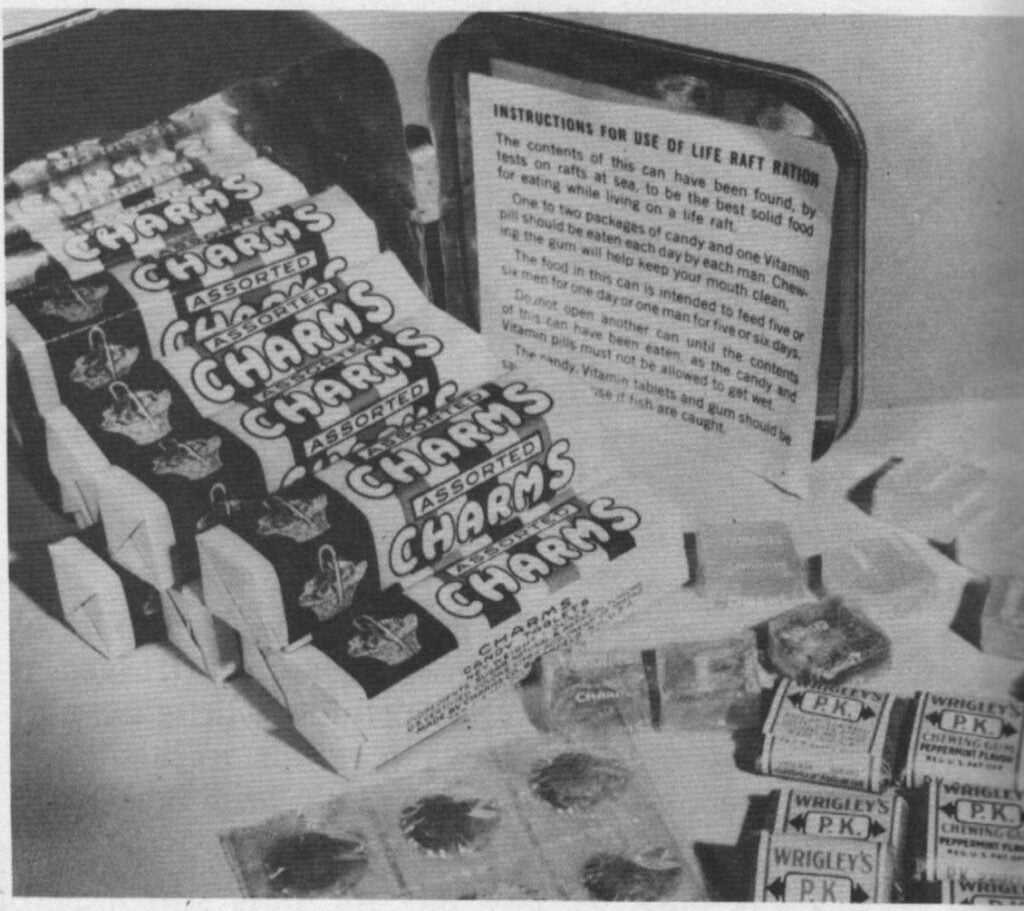
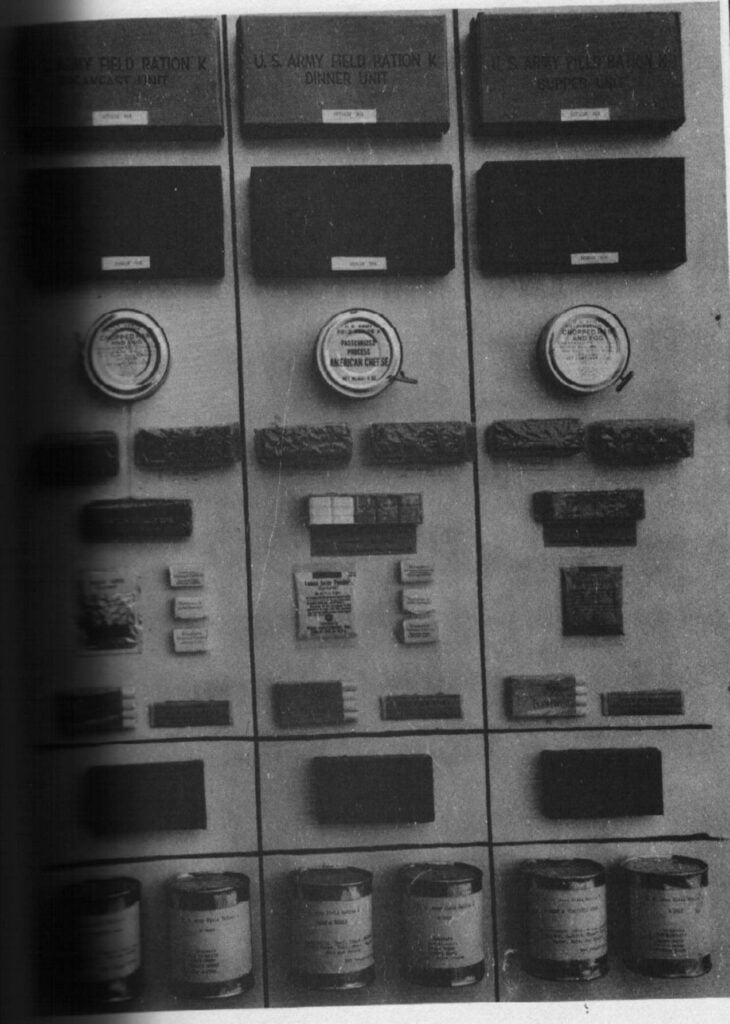
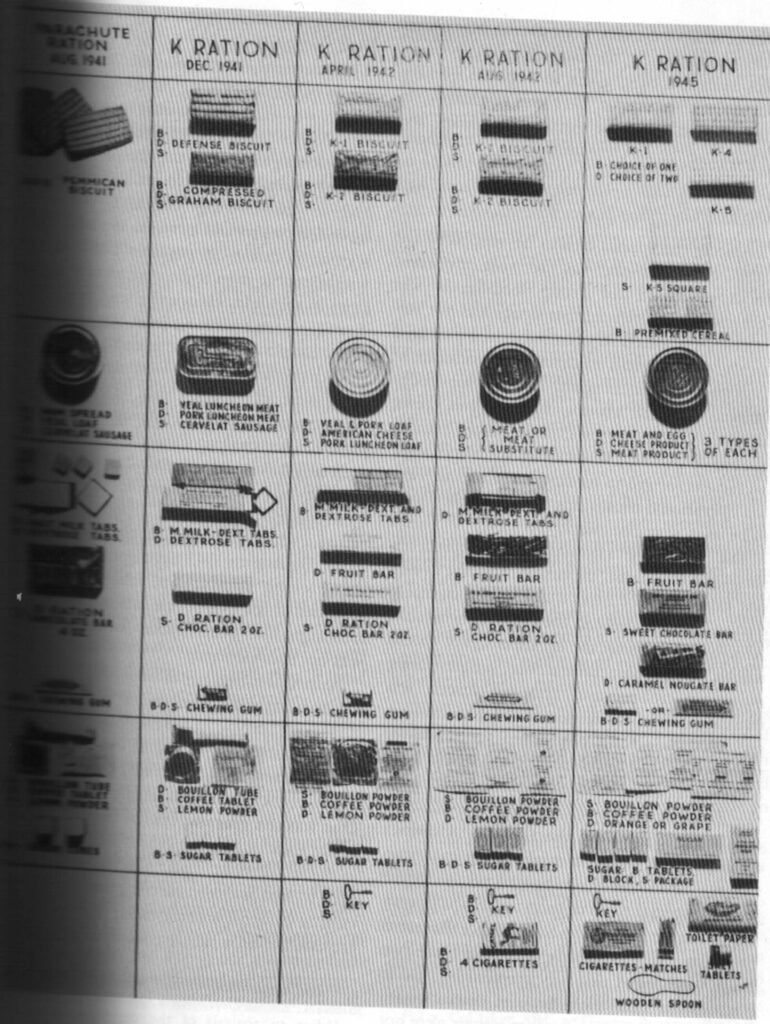
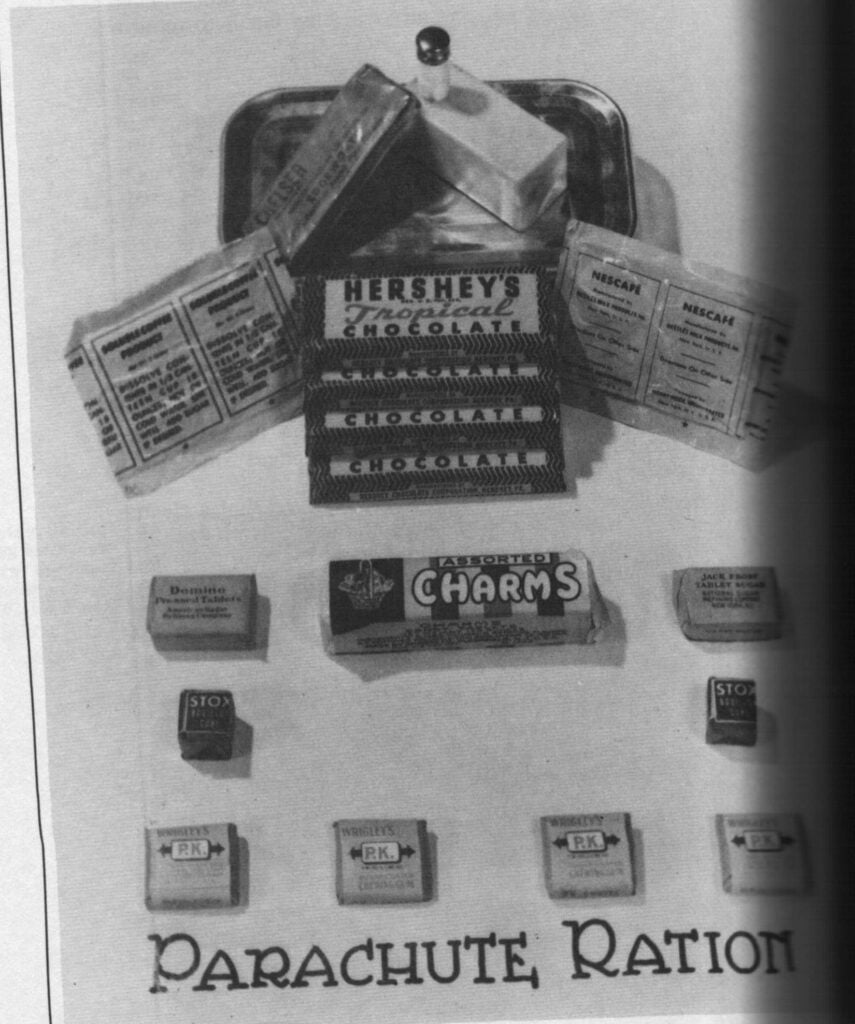
Generic Quartermaster Corps Images
These are some photos I scanned years ago from various Quartermaster Corps books.
Koehler, Franz A. “Special Rations For the Armed Forces 1946-53 QMC. Historical Studies Series II, No.6” Washington, D.C., 1958.


Quartermaster Support of the Army: A History of the Corps 1775-1939. By: Erna Risch. Center of Military History, United States Army. Washington, D.C., 1989.
United States Army in World War II: The Technical Services: The Quartermaster Corps:
Organization, Supply and Services, Volume II, by Erna Risch and Chester L. Kieffer. Office of the Chief of Military History, Dept. of the Army, Washington, D.C., 1955

The Sinews of War: Army Logistics 1775-1953. By James A Huston, Office of the Chief of Military History
United States Army, Washington DC, 1966
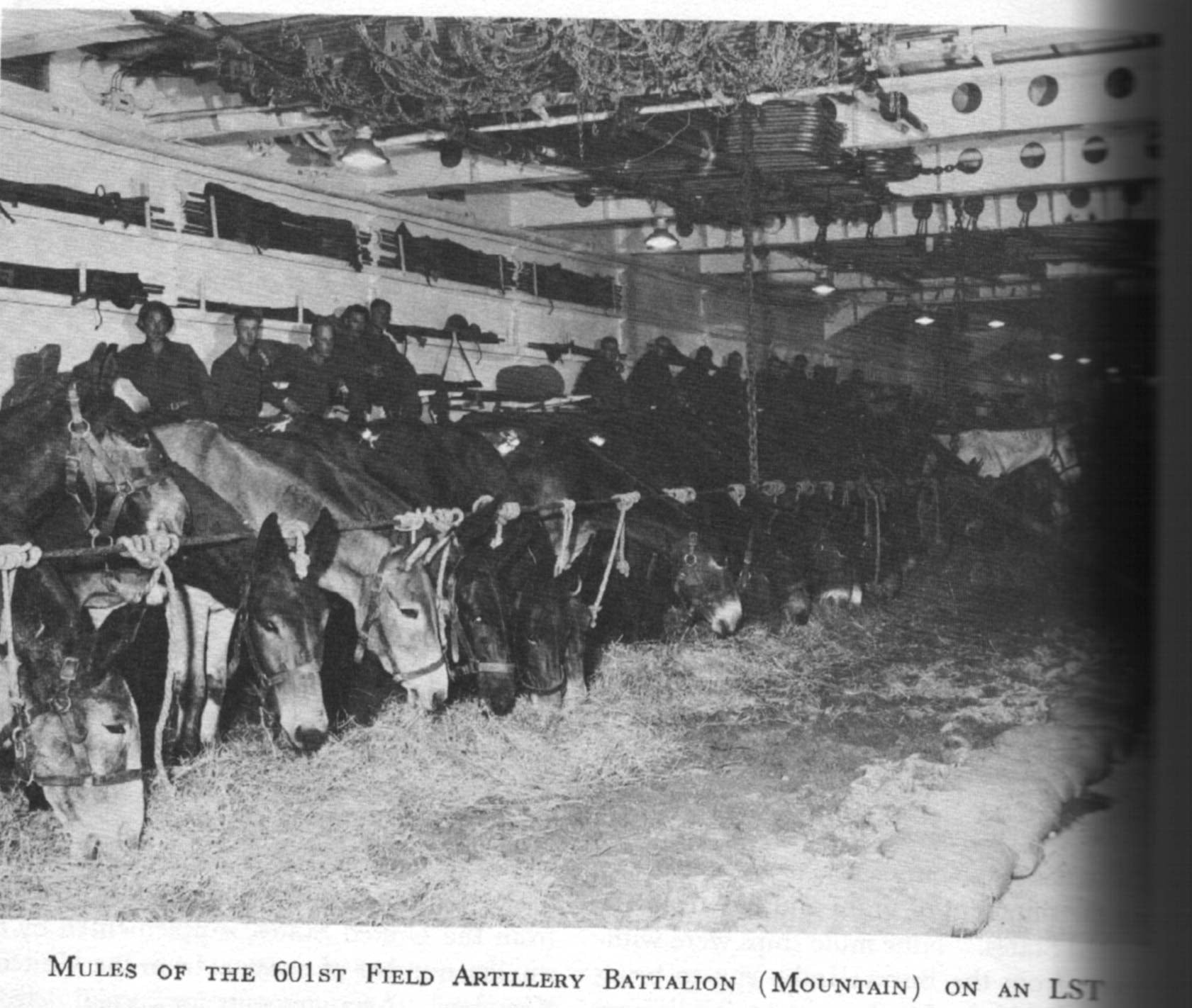
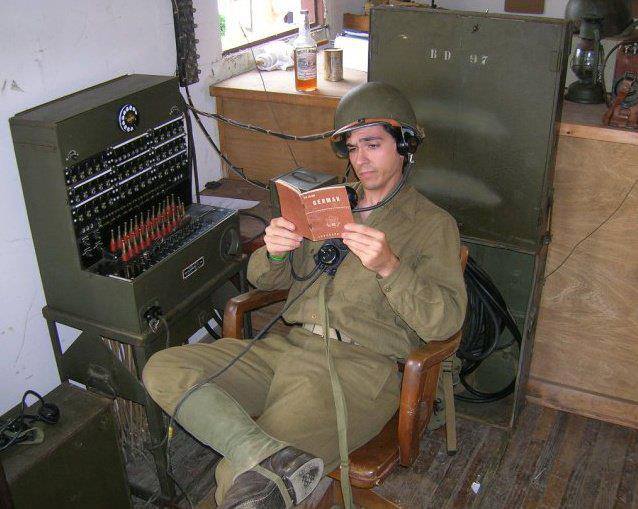
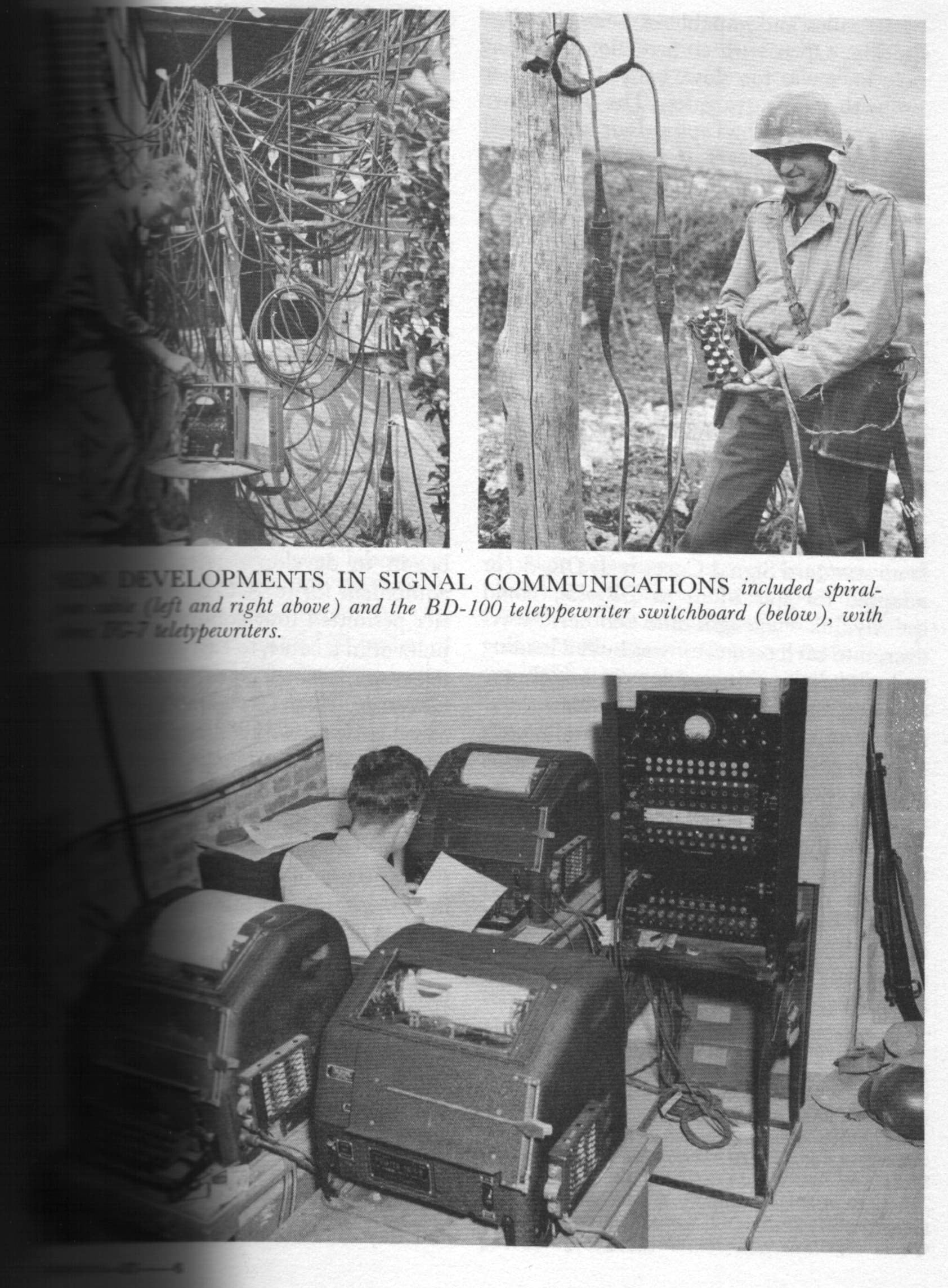
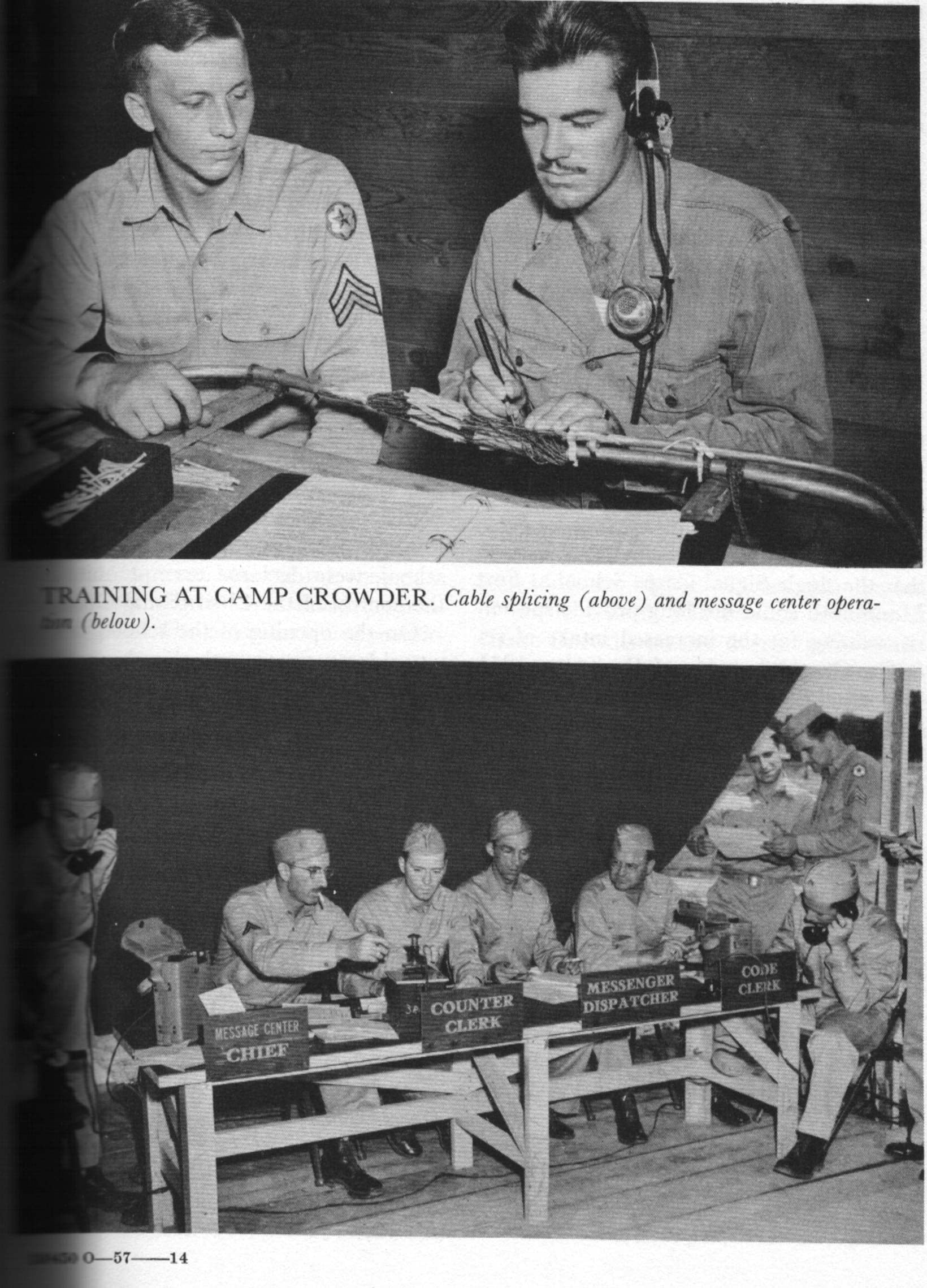
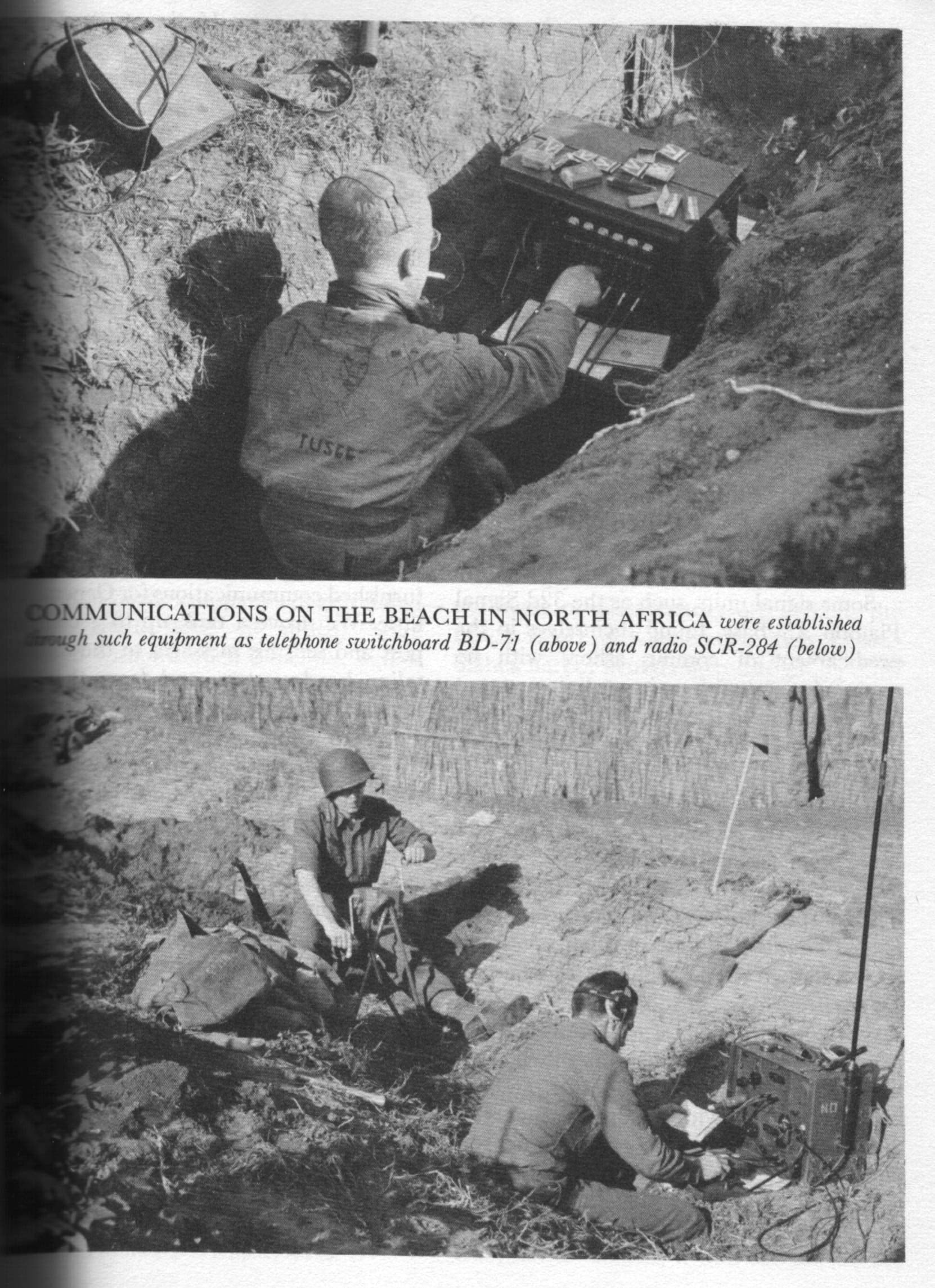
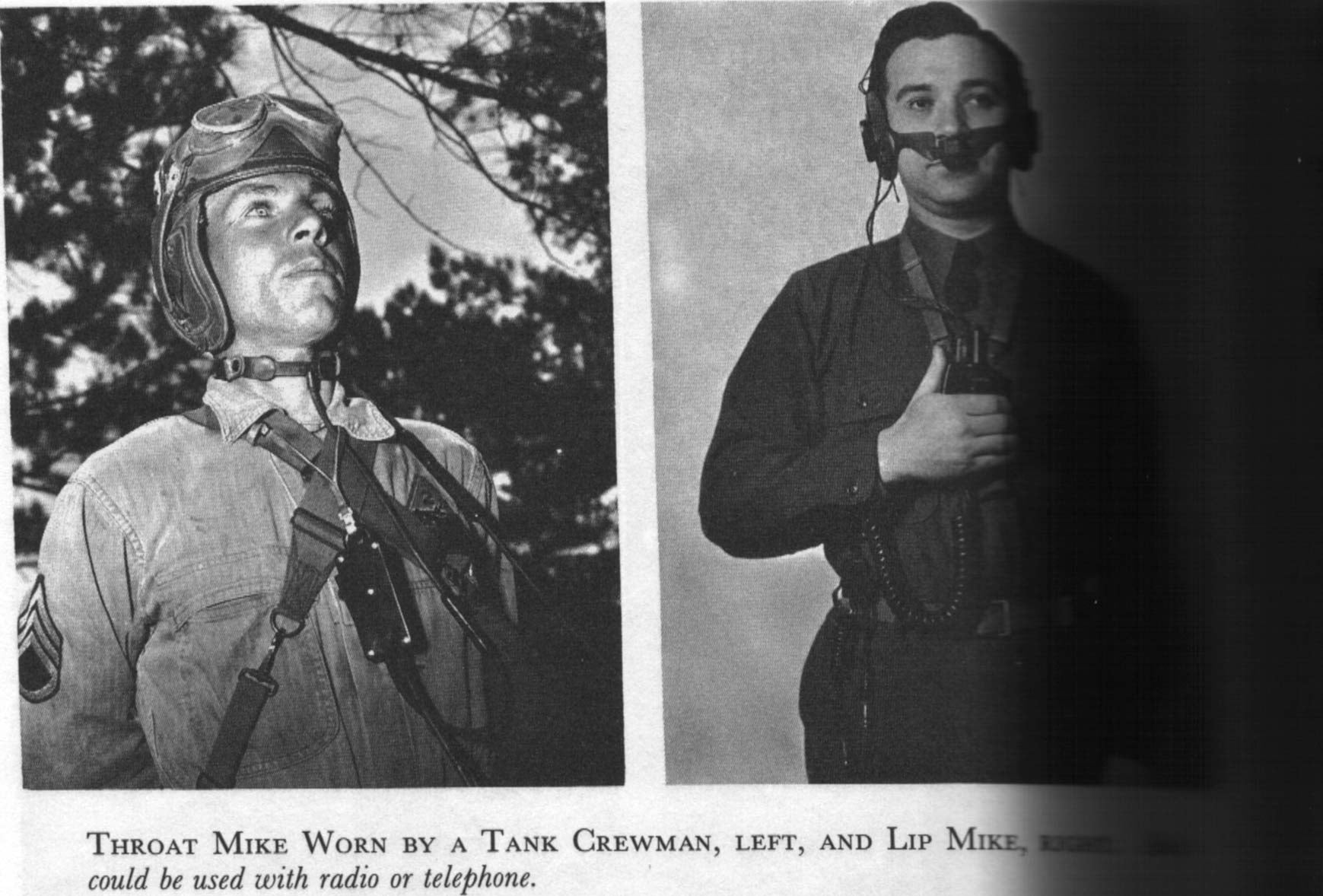
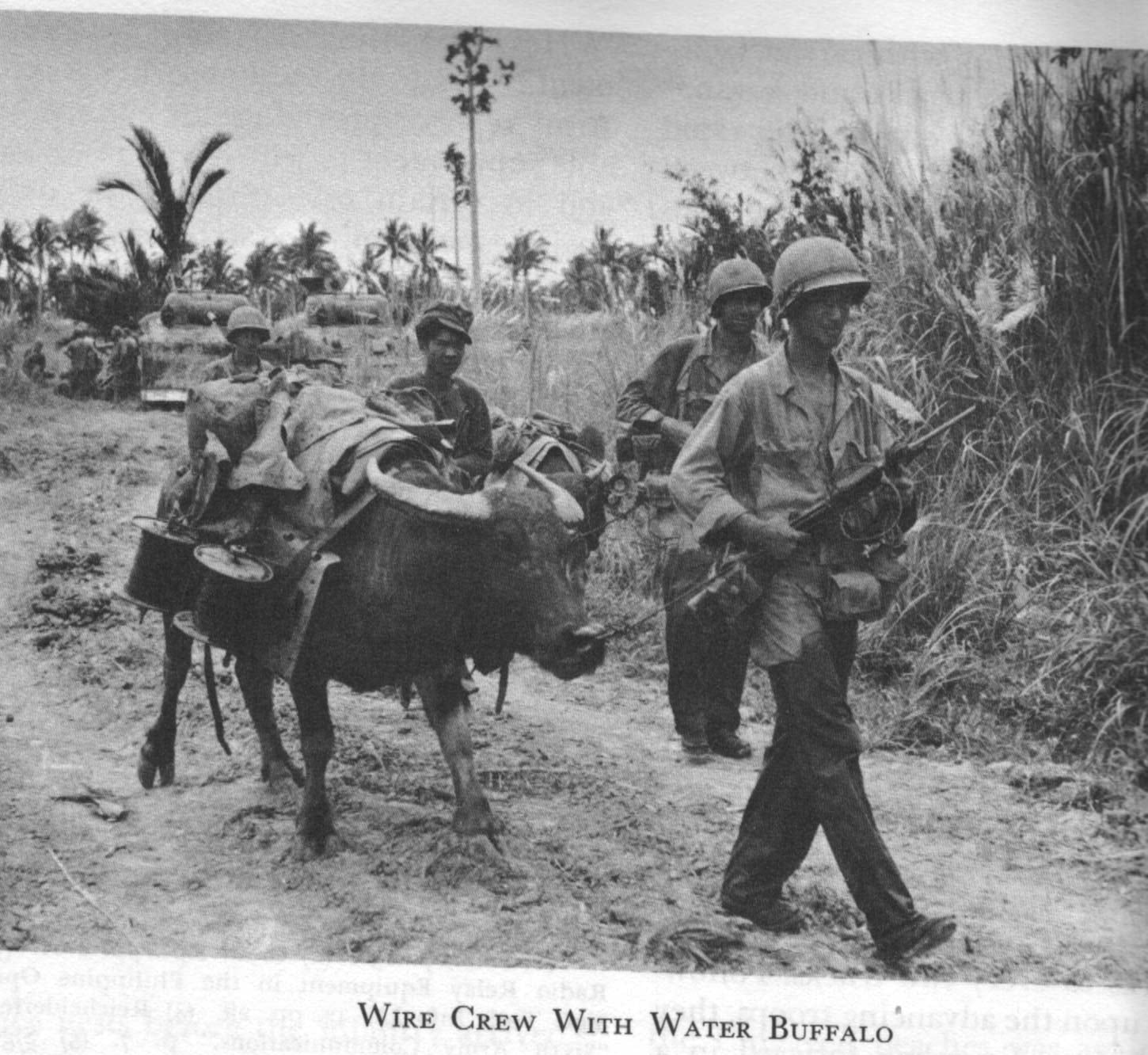
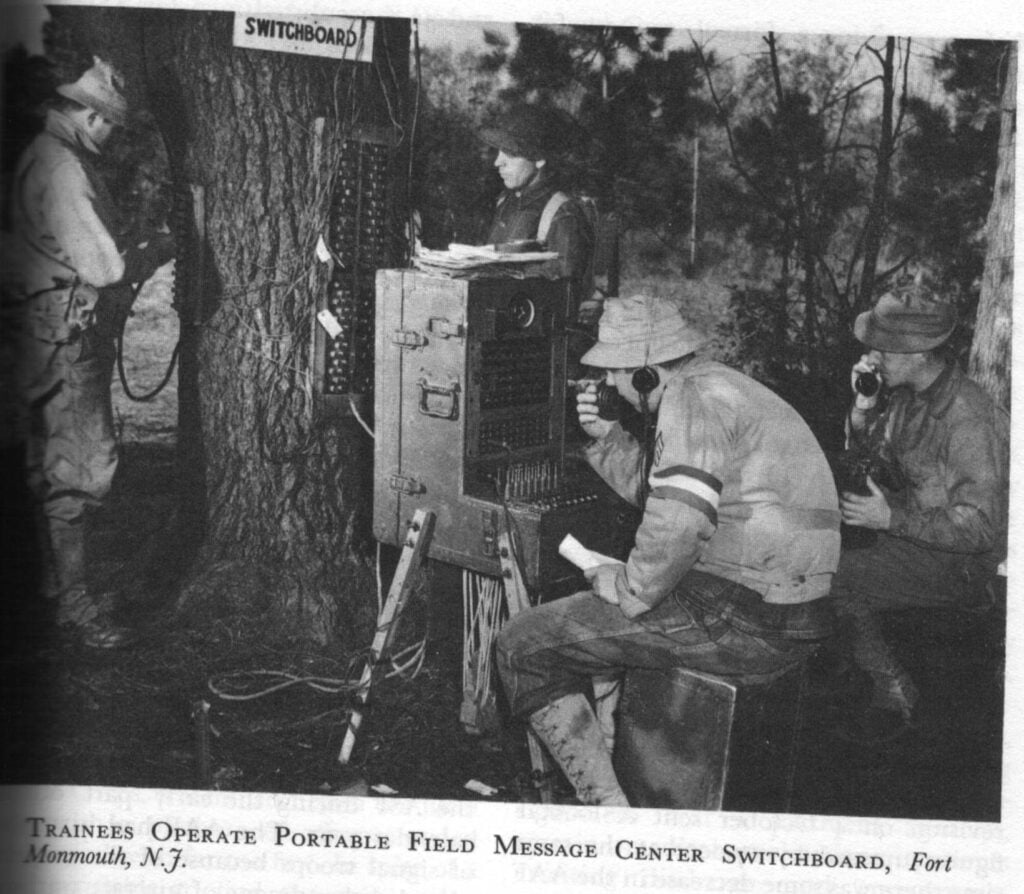
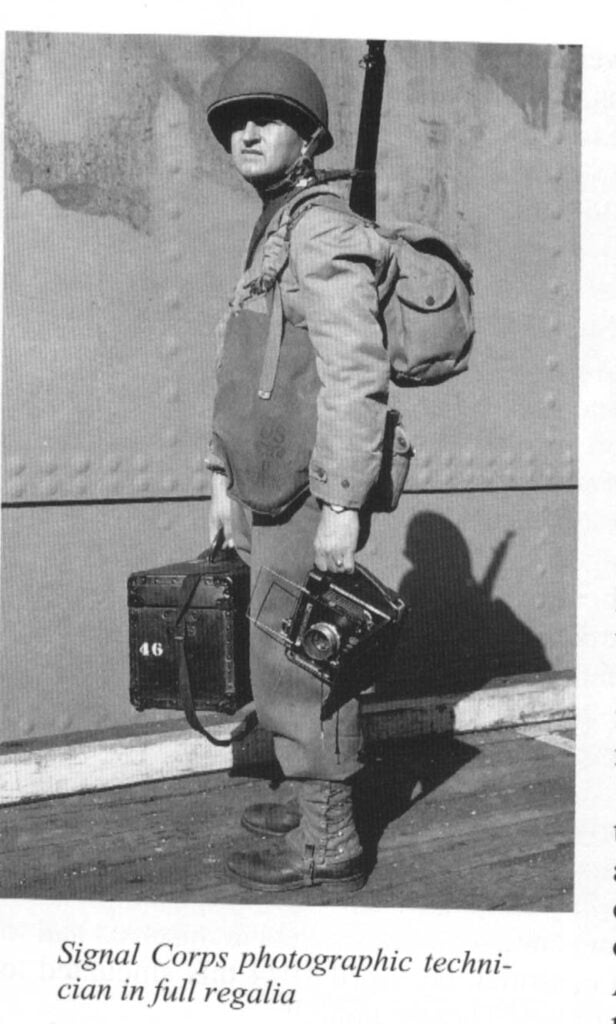
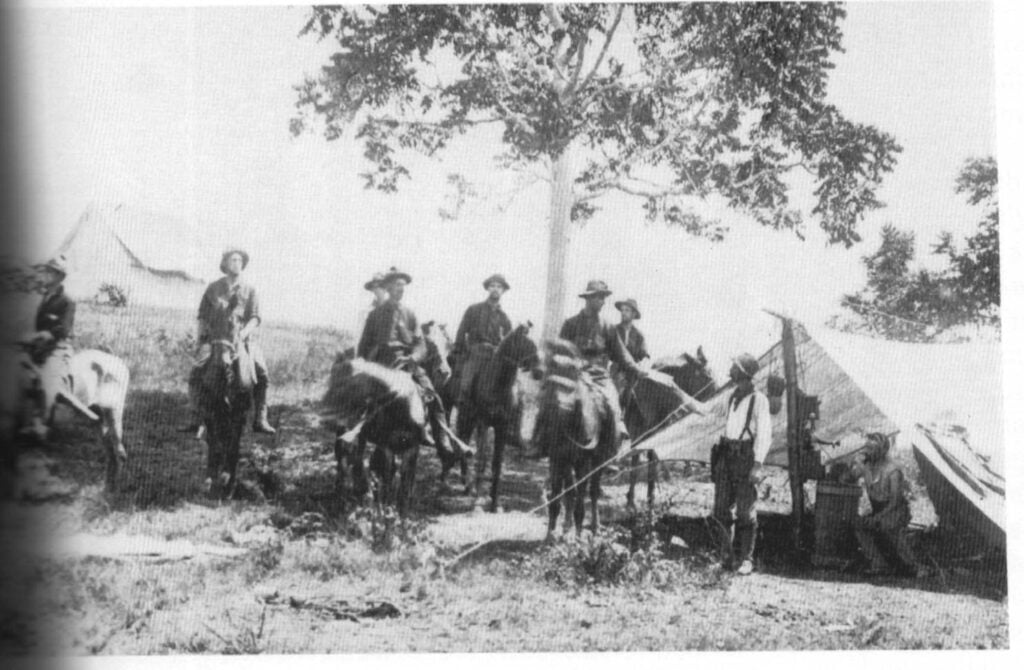
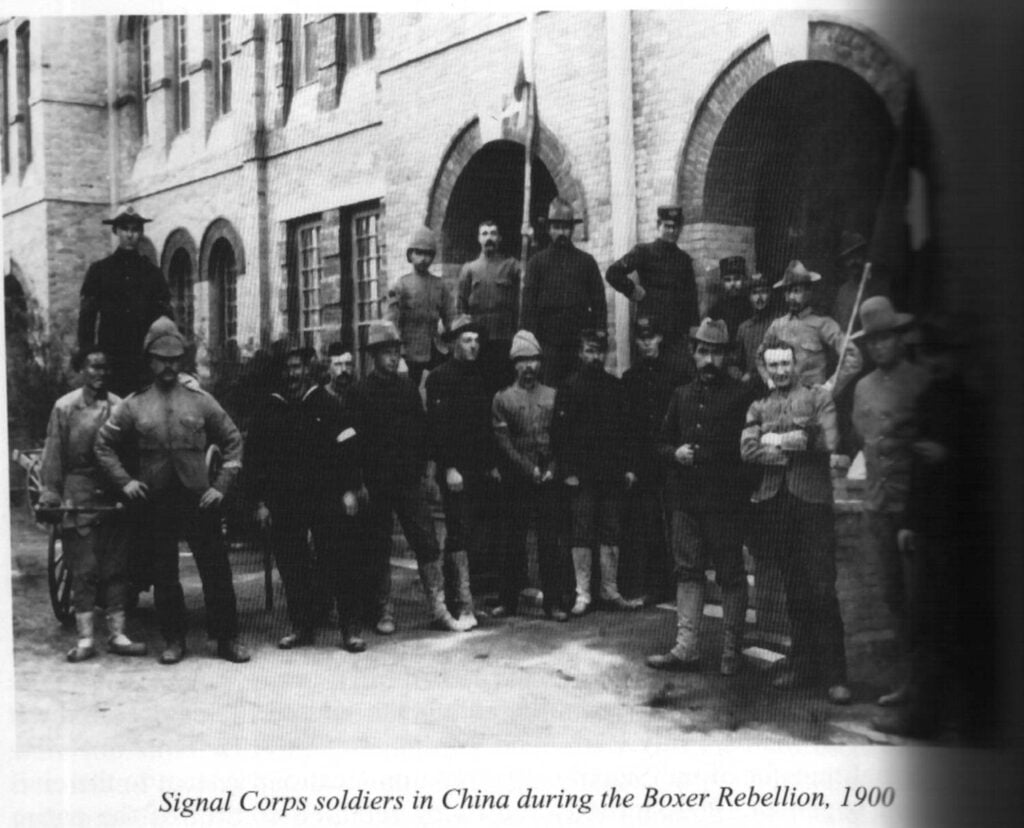
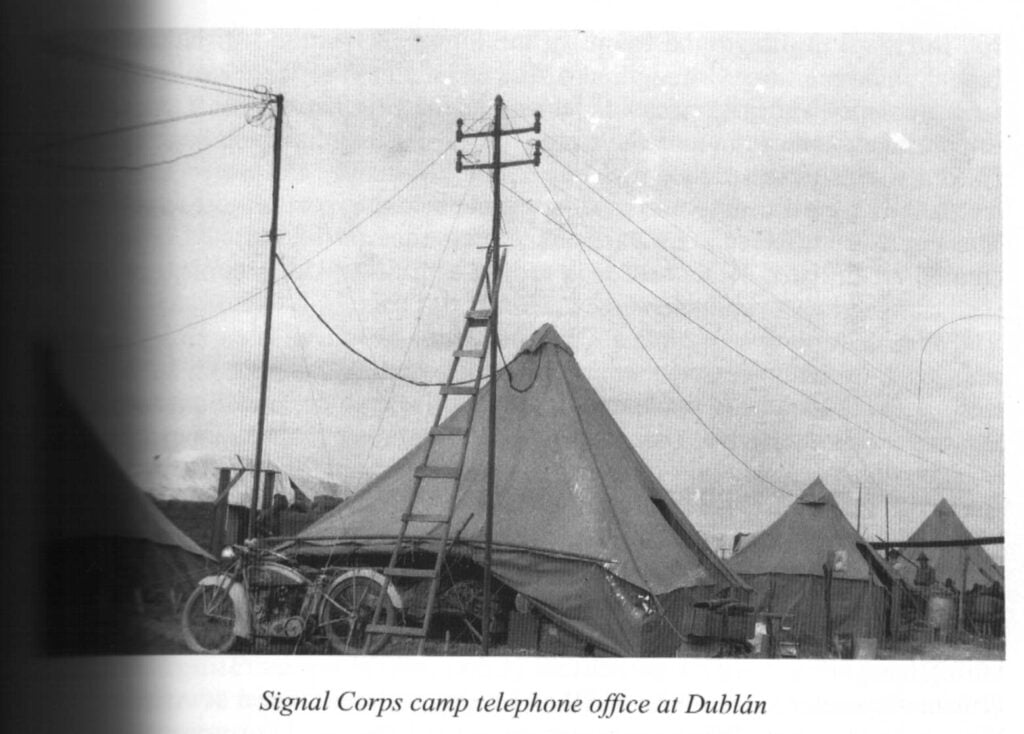
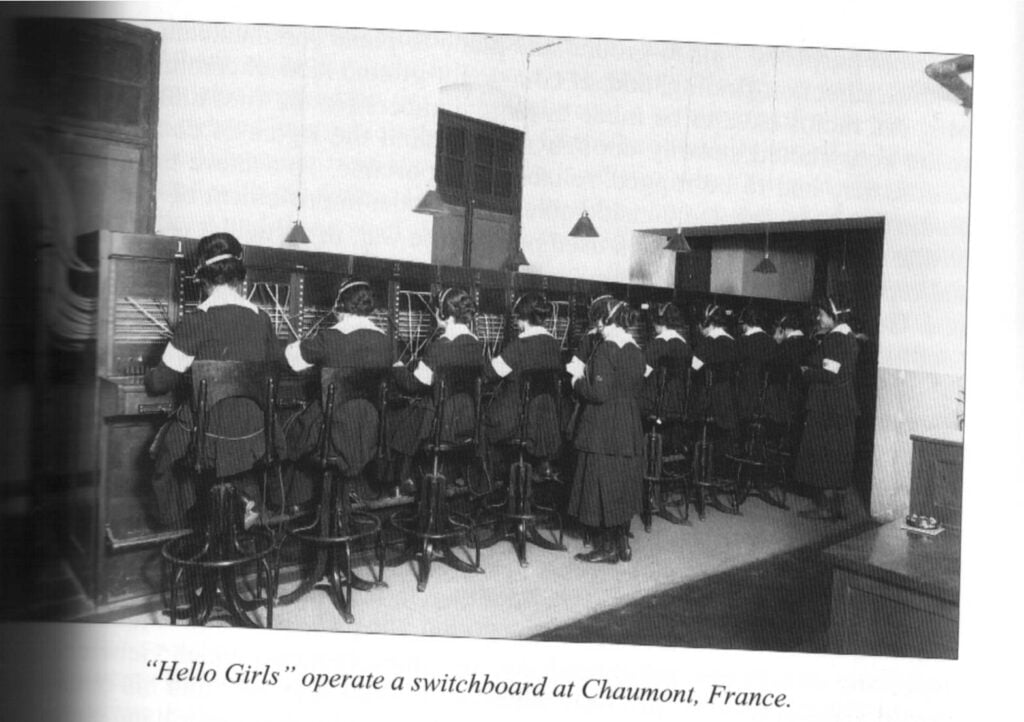
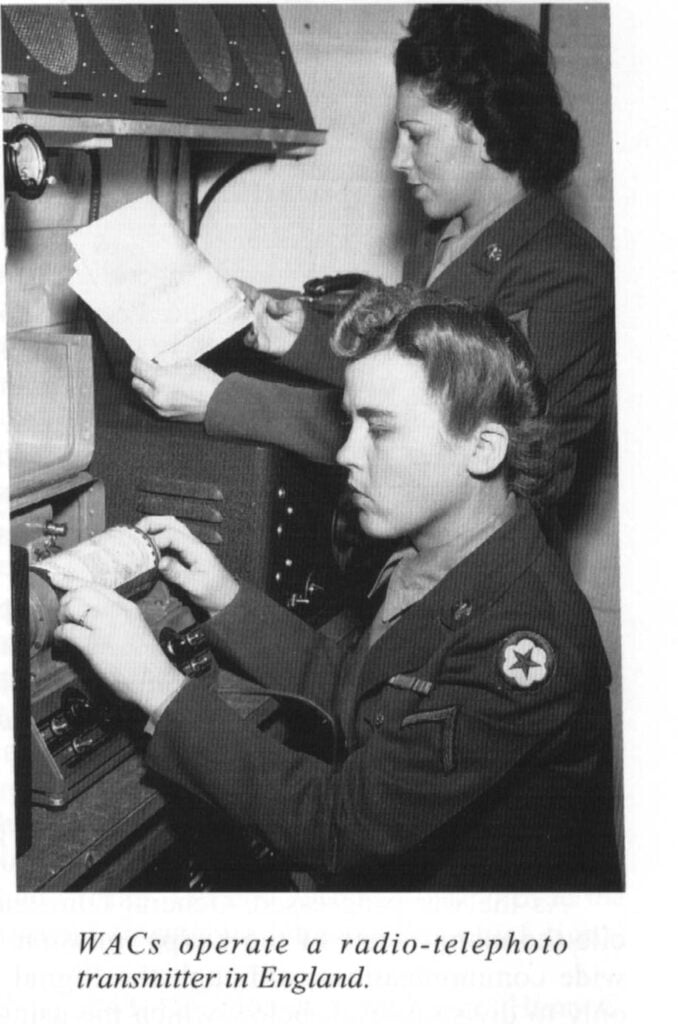
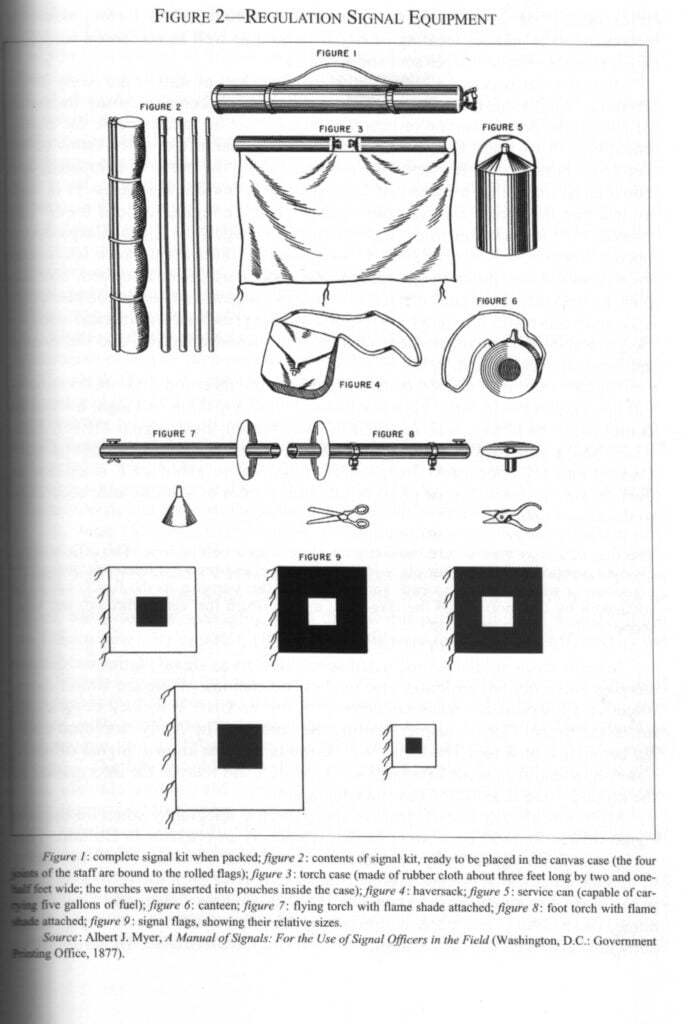
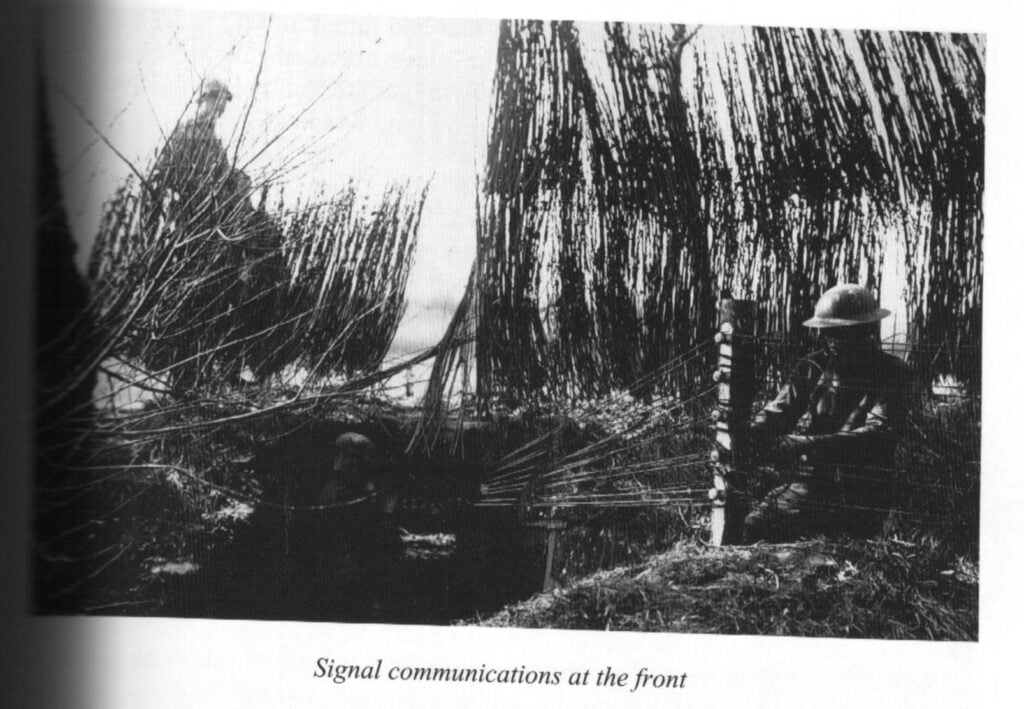
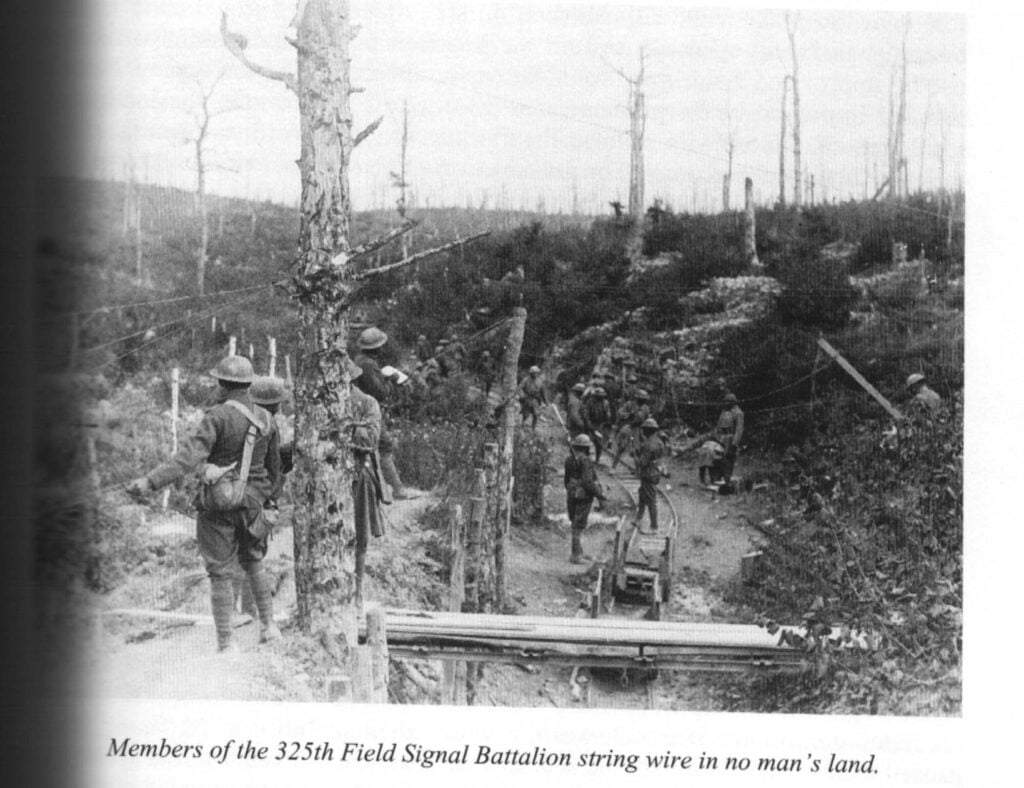
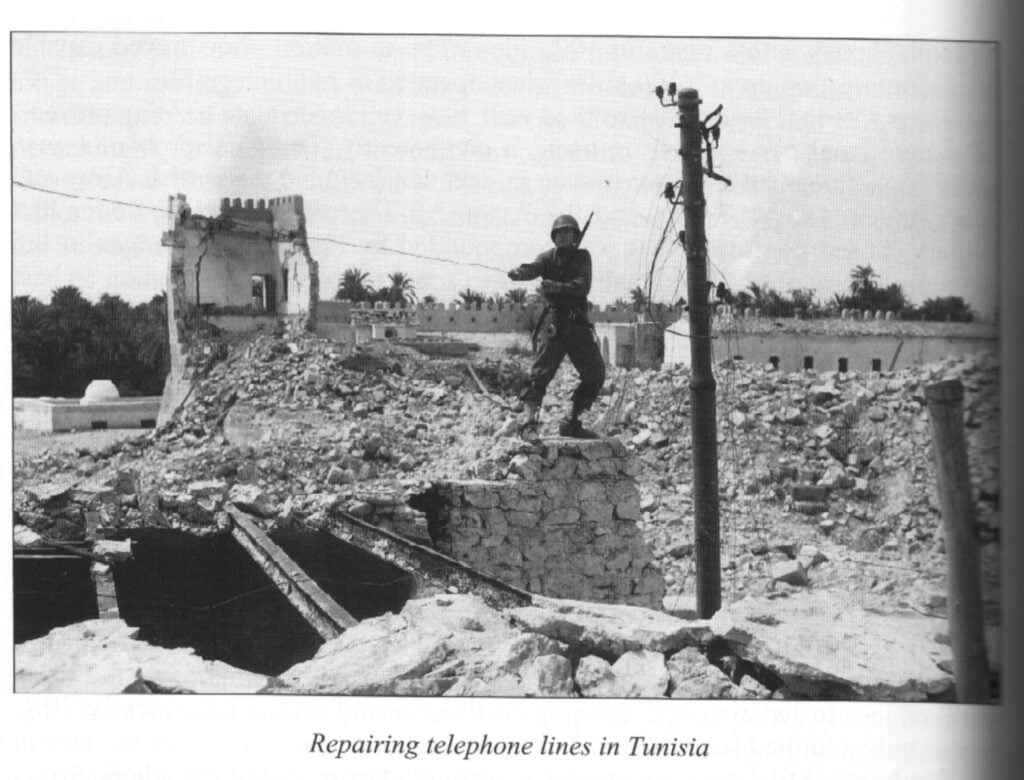
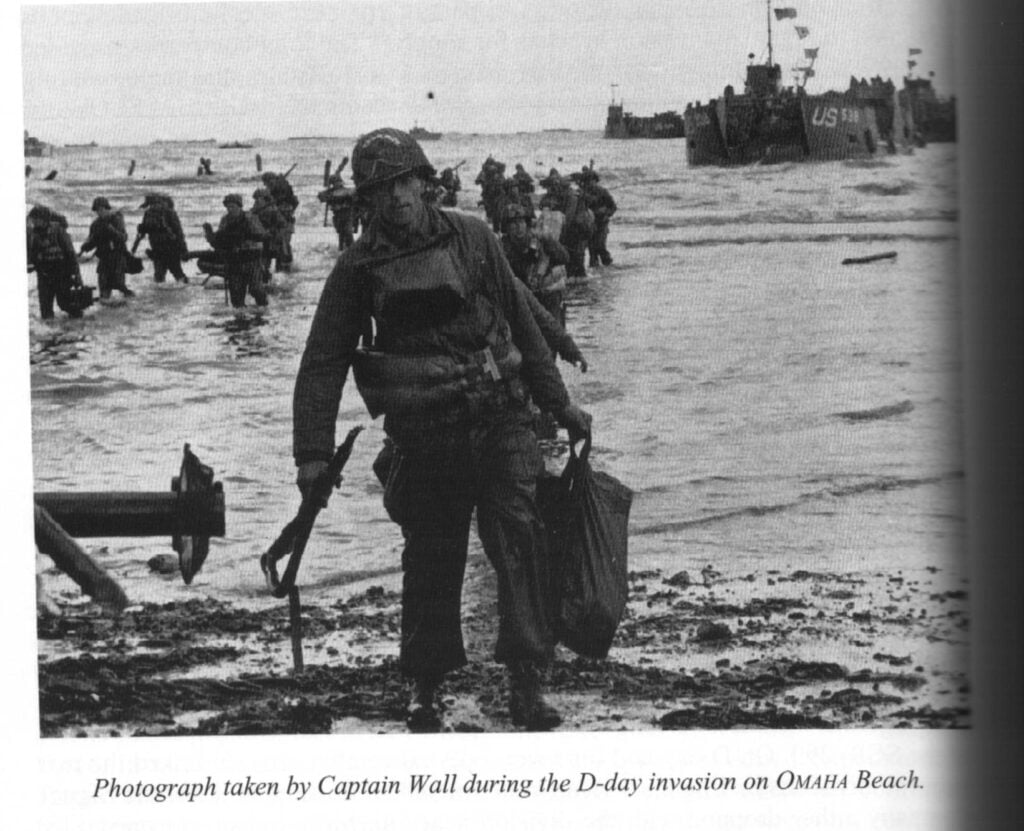
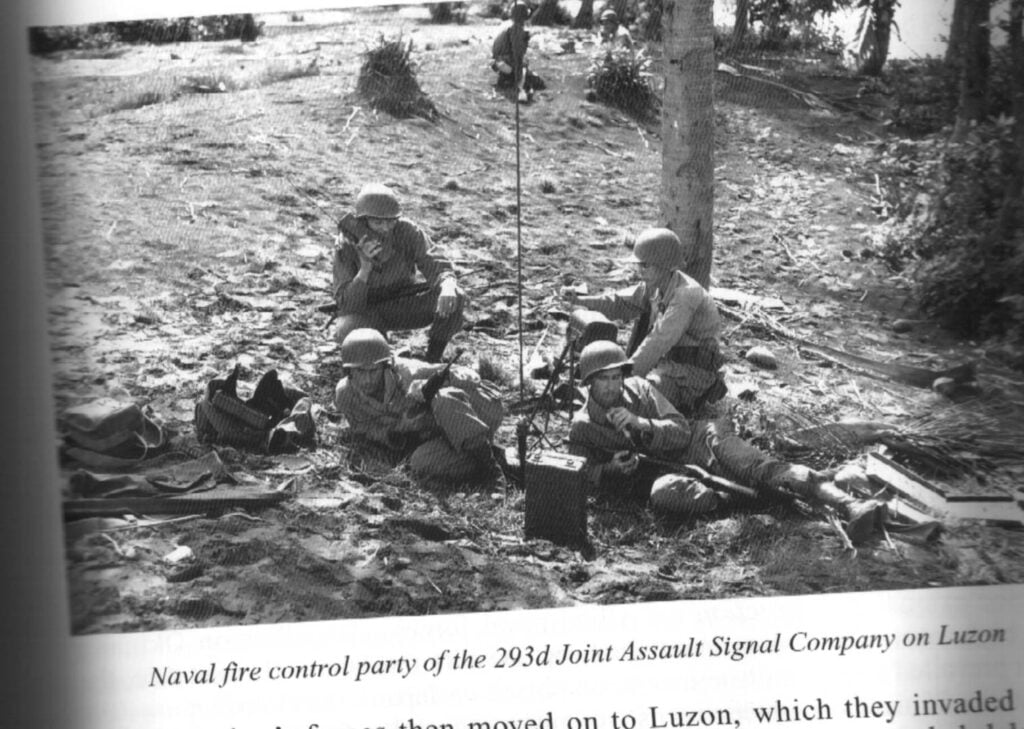
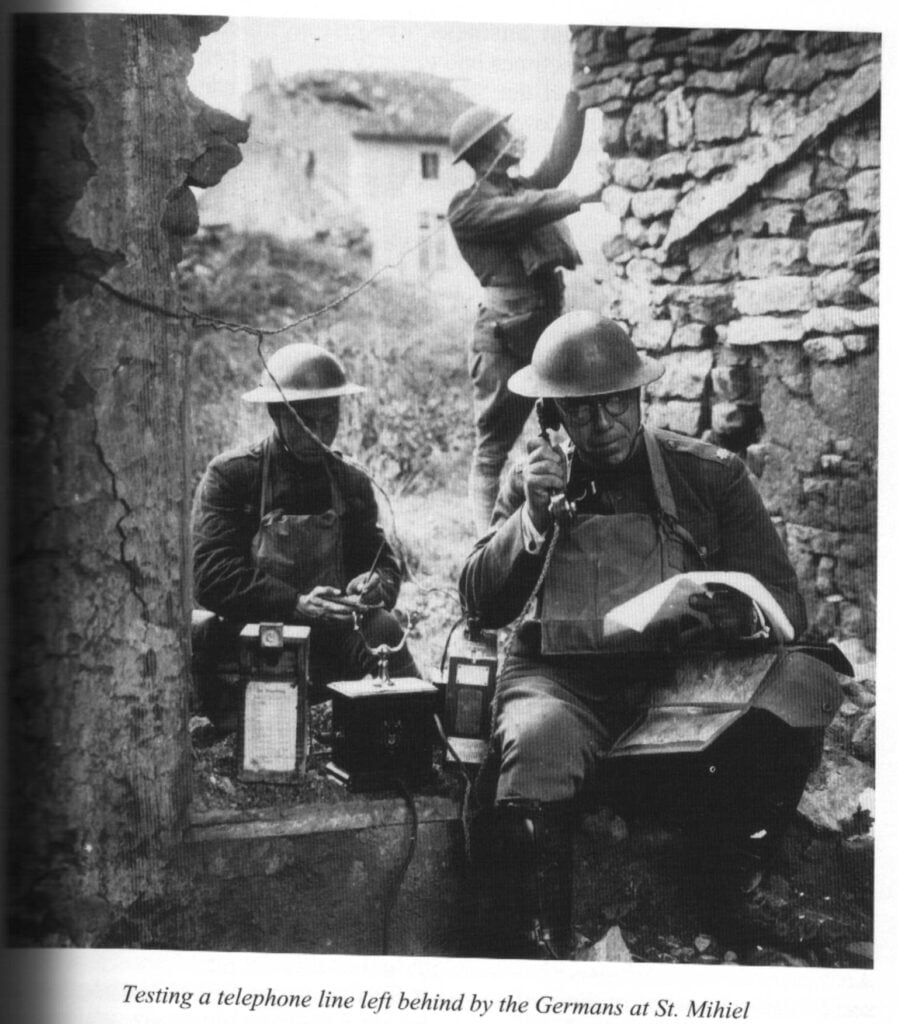
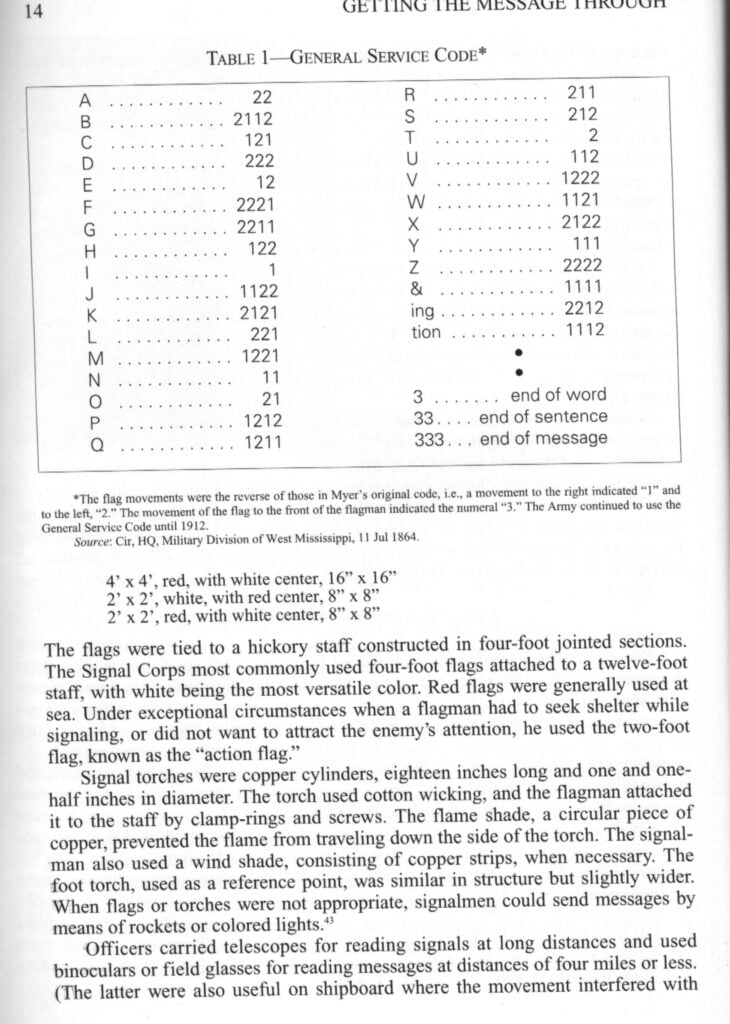
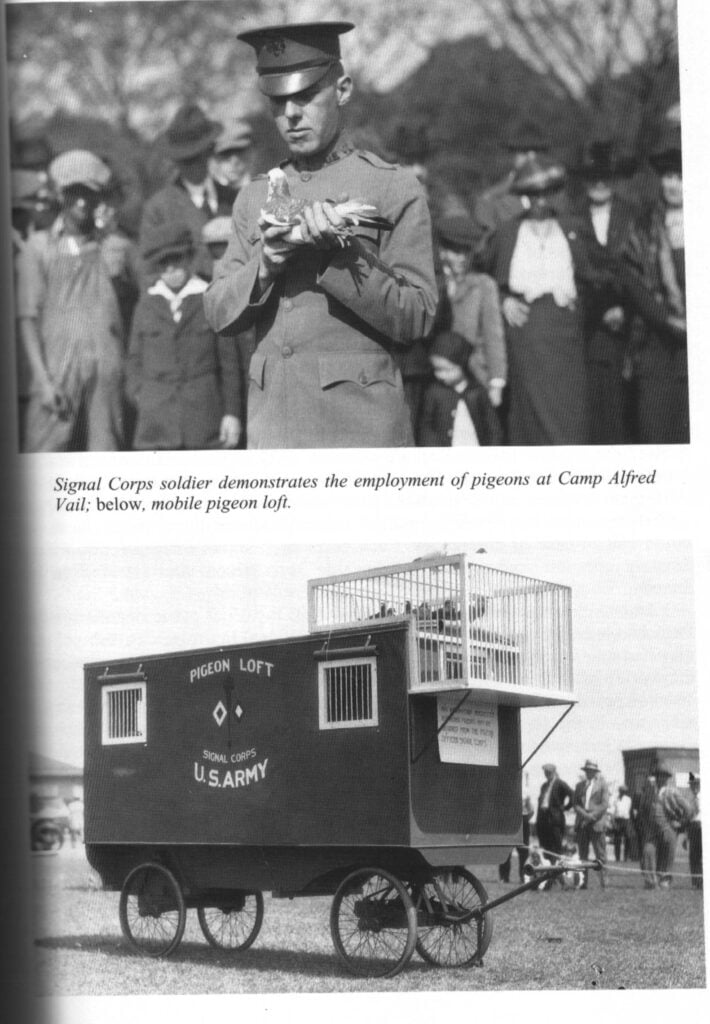
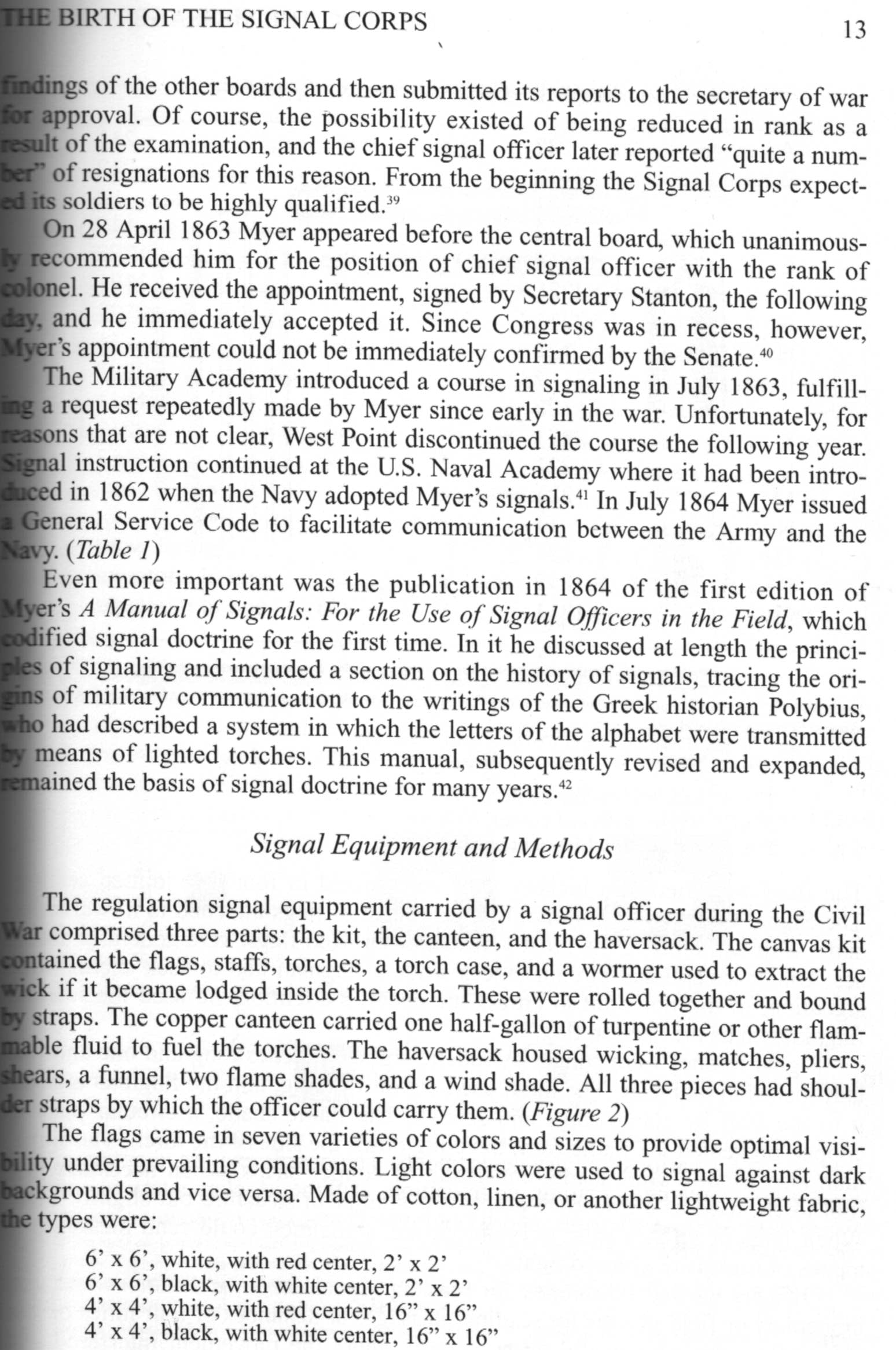
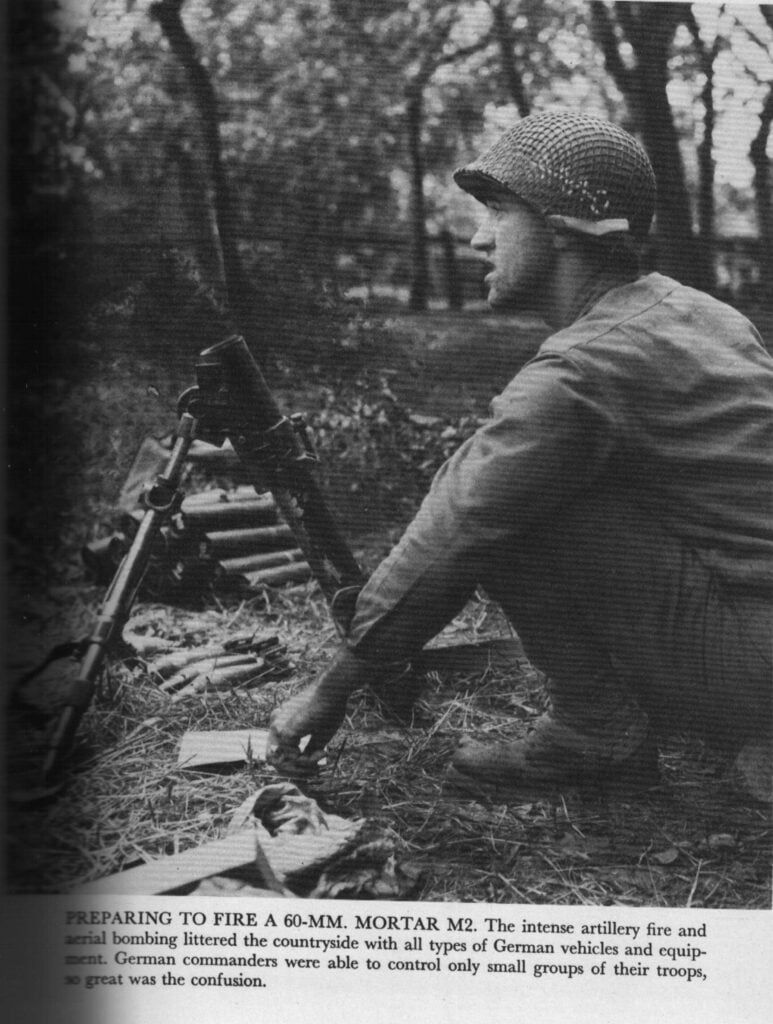
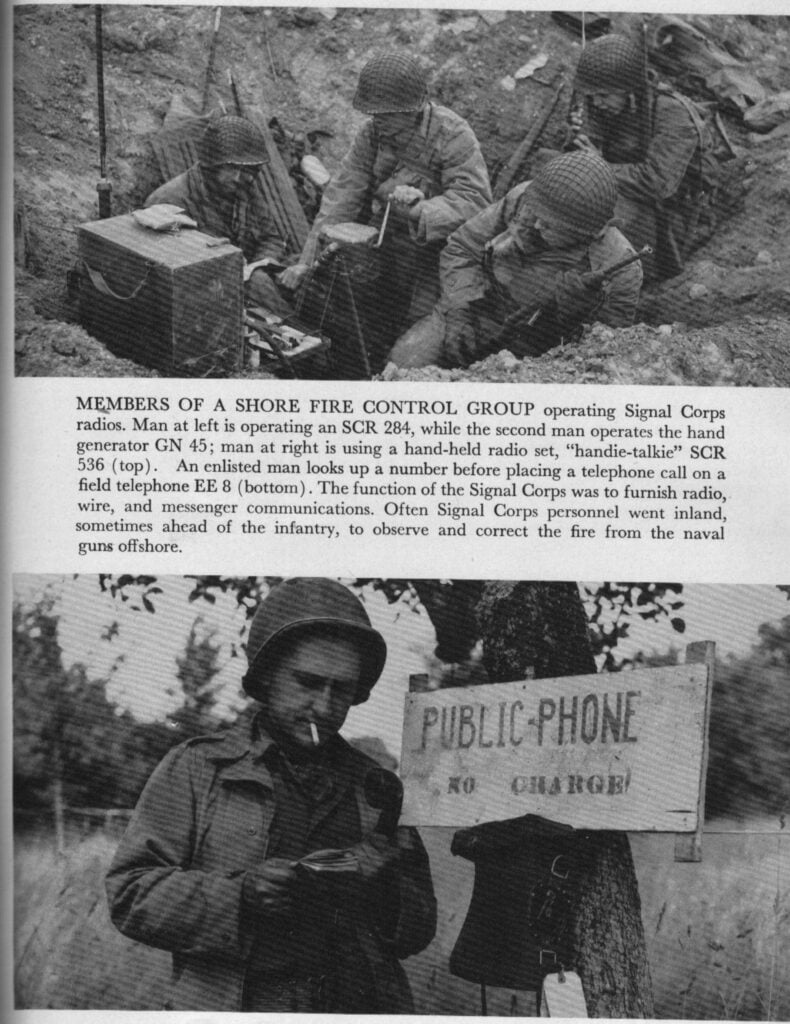
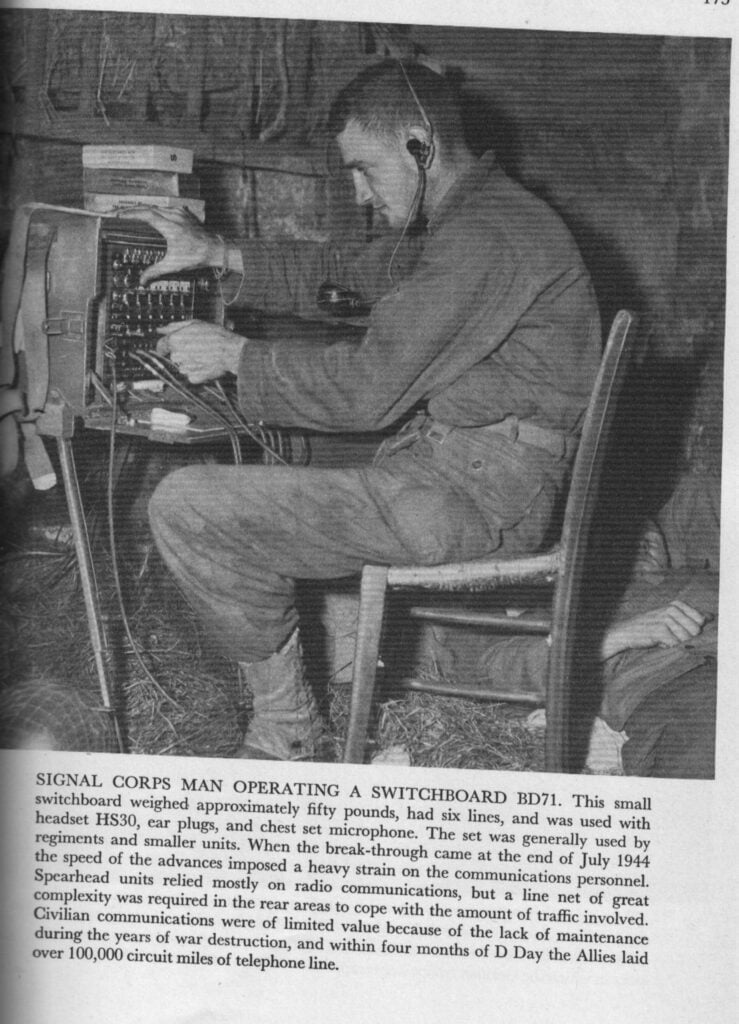
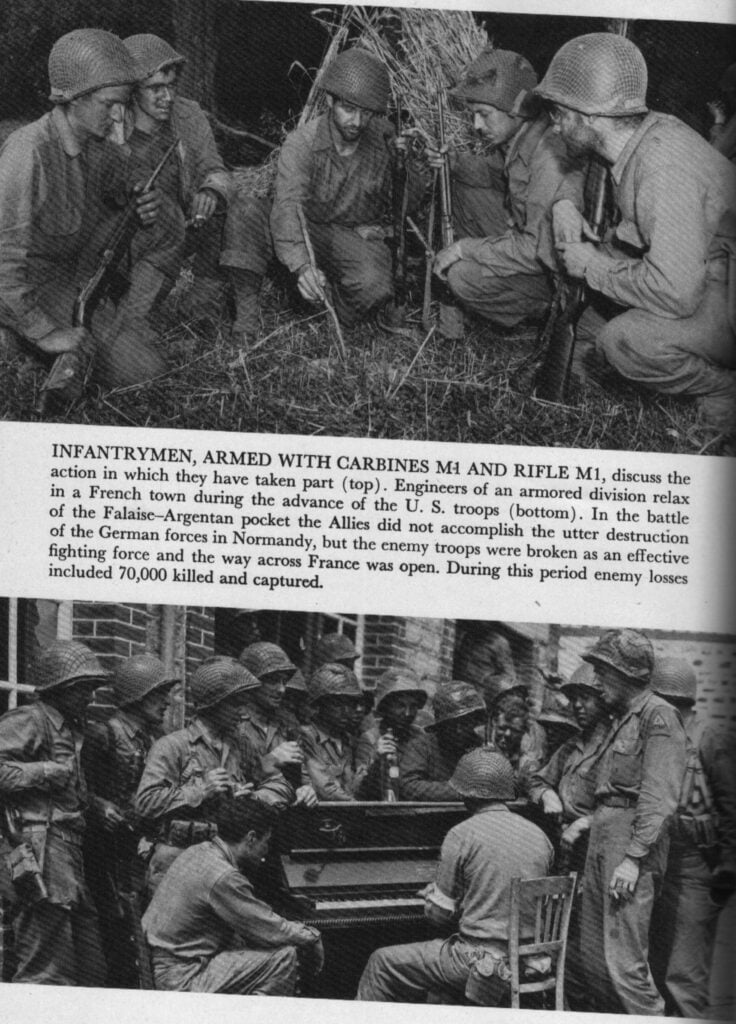
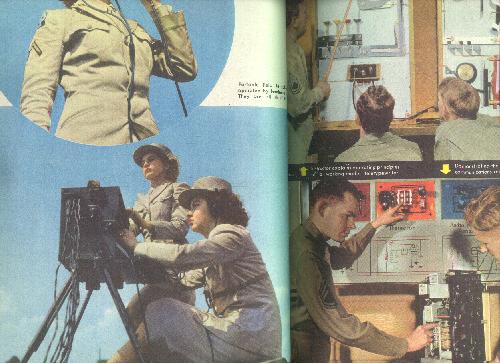
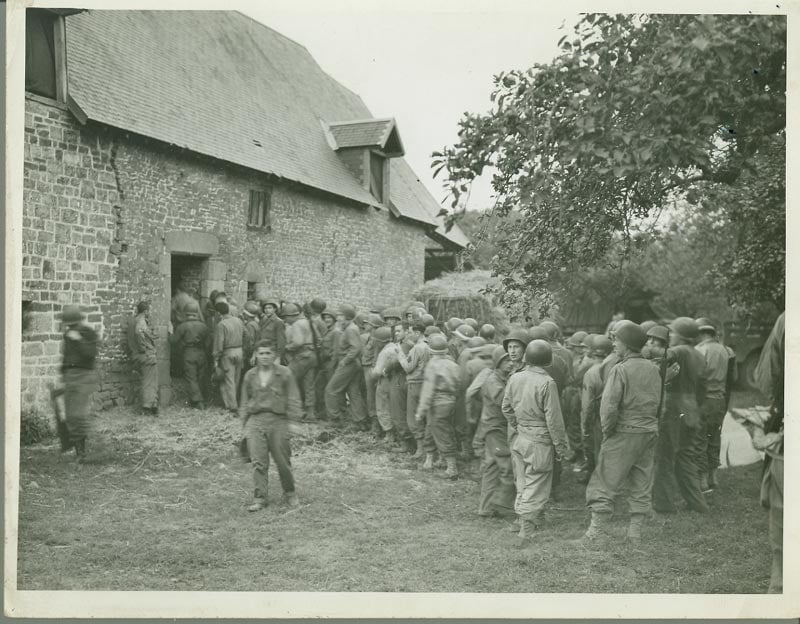
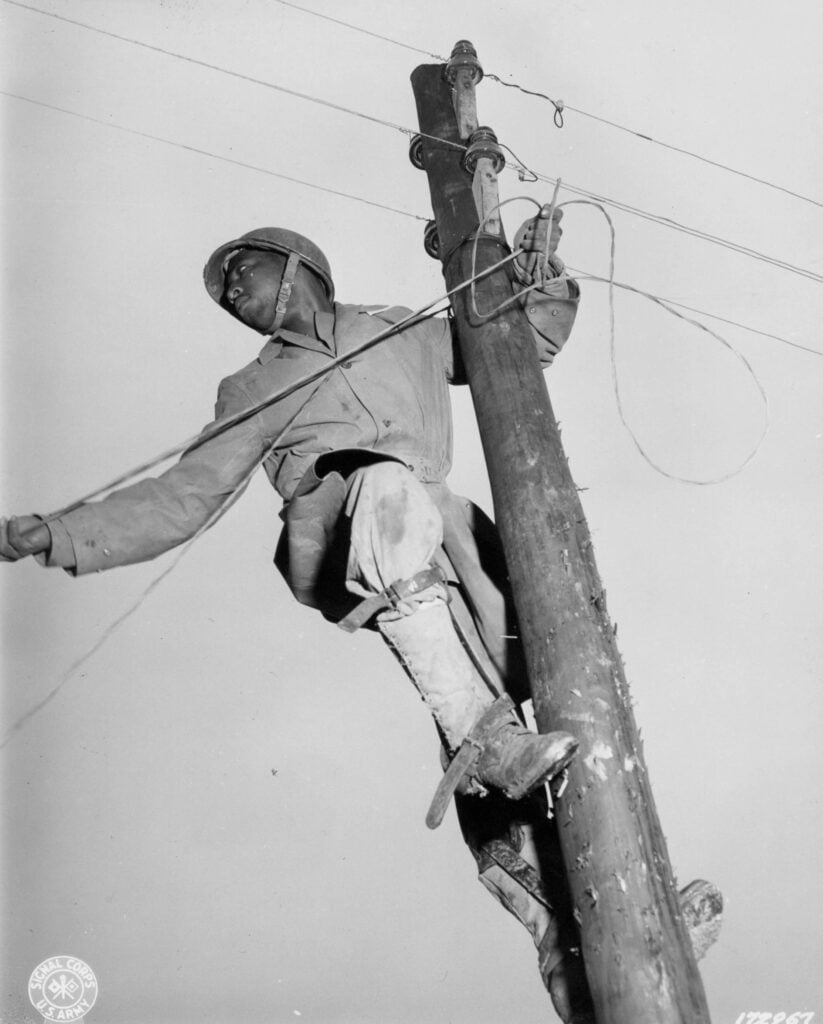
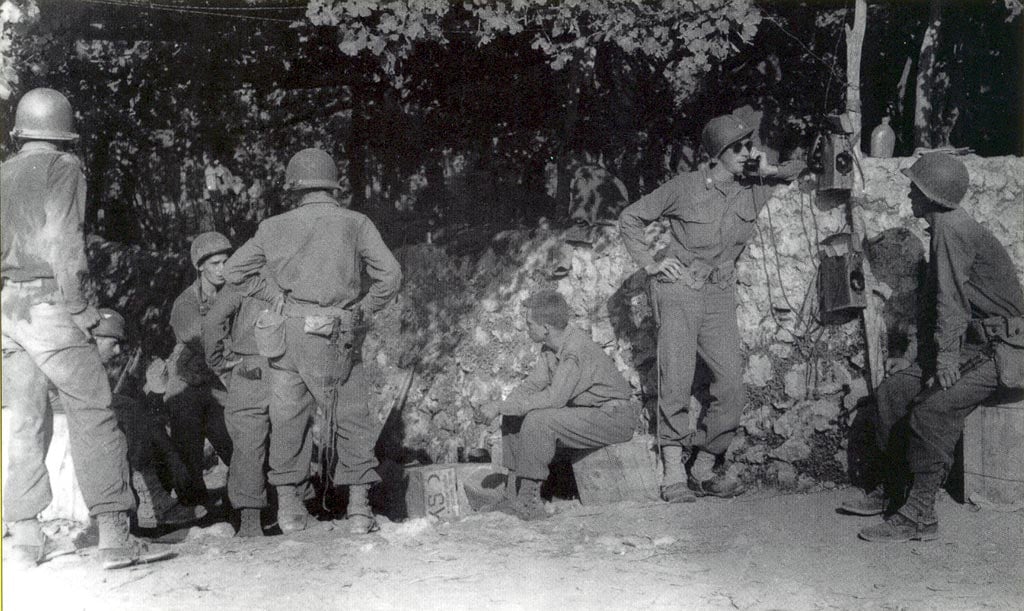
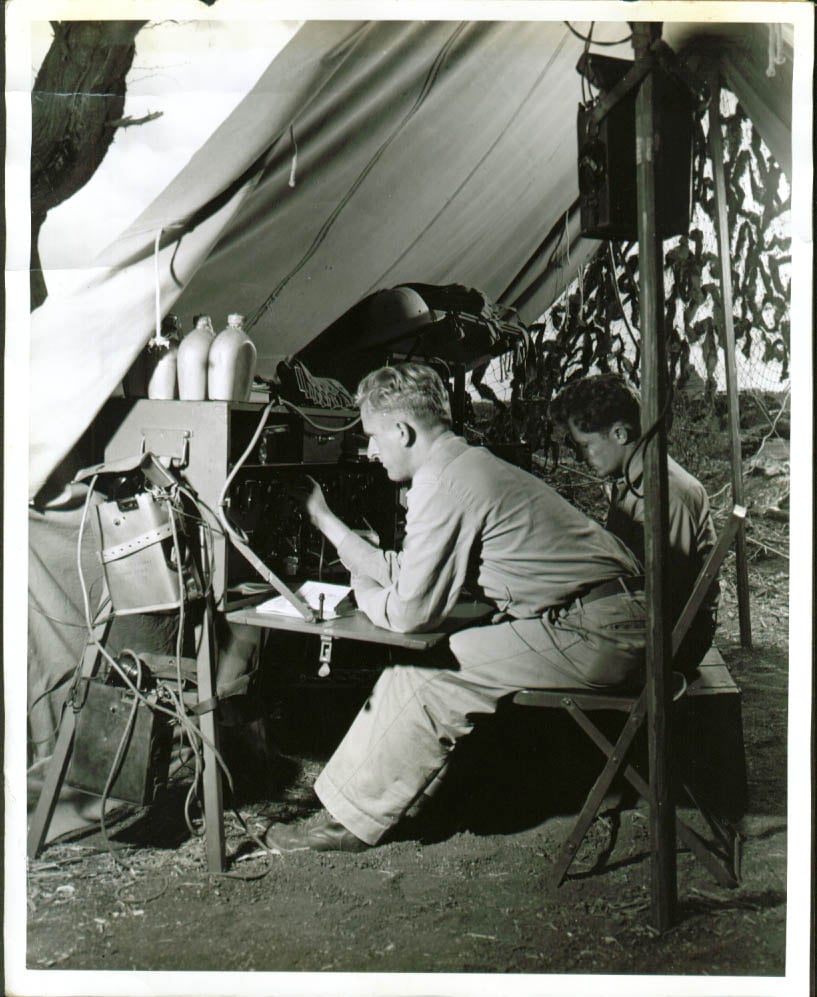
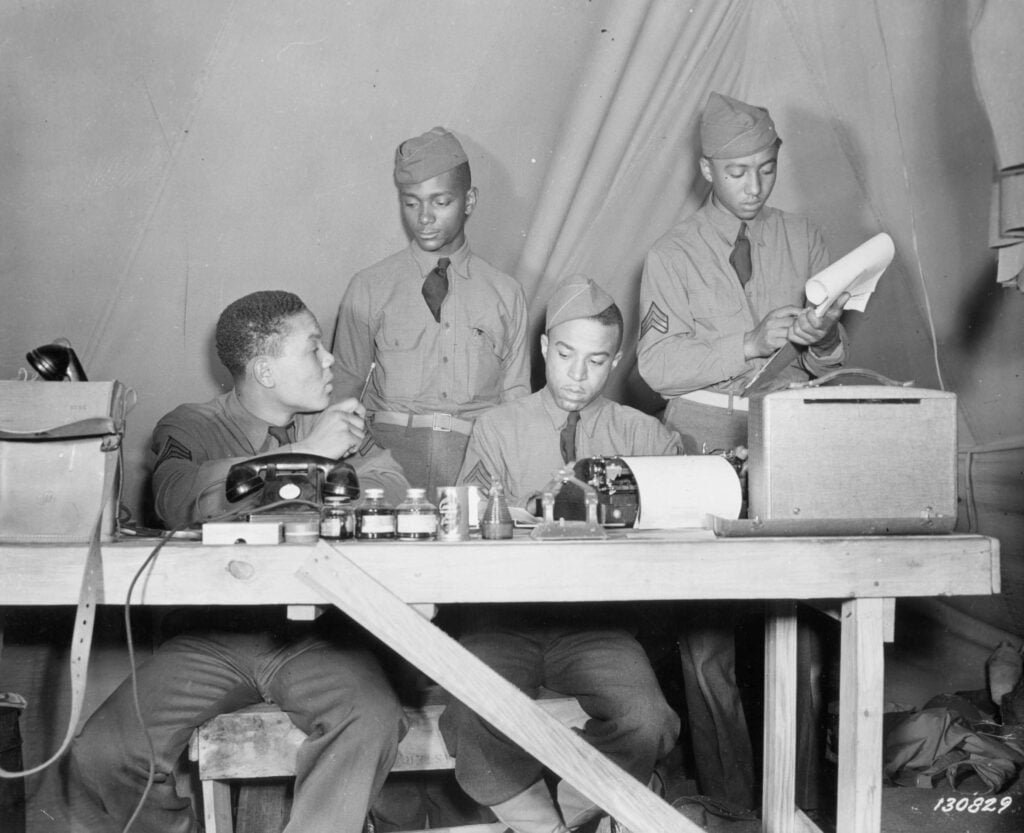
Generic Signal Corps Photos
These are some photos I scanned years ago from various Signal Corps books.
United States Army in World War II: The Technical Services. The Signal Corps: The Test (December 1941 to July 1943) By: George Raynor Thompson, Dixie R. Harris, Pauline M. Oakes, Dulany Terret. Office of the Chief of Military History, Dept. of the Army, Washington, D.C., 1957
United States Army in World War II The Technical Services The Signal Corps: The Outcome (Mid-1943 Through 1945) by George Raynor Thompson and Dixie R. Harris. Office of the Chief of Military History United States Army, Washington, D.C., 1966


Getting the Message Through: A Branch History of the US Army Signal Corps. By Rebecca Robbins Raines
Center of Military History, United States Army Washington, D.C., 1996.


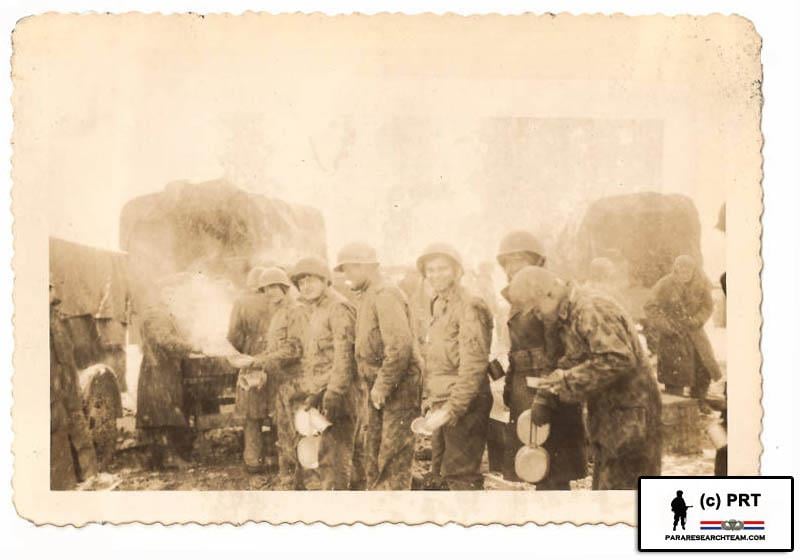
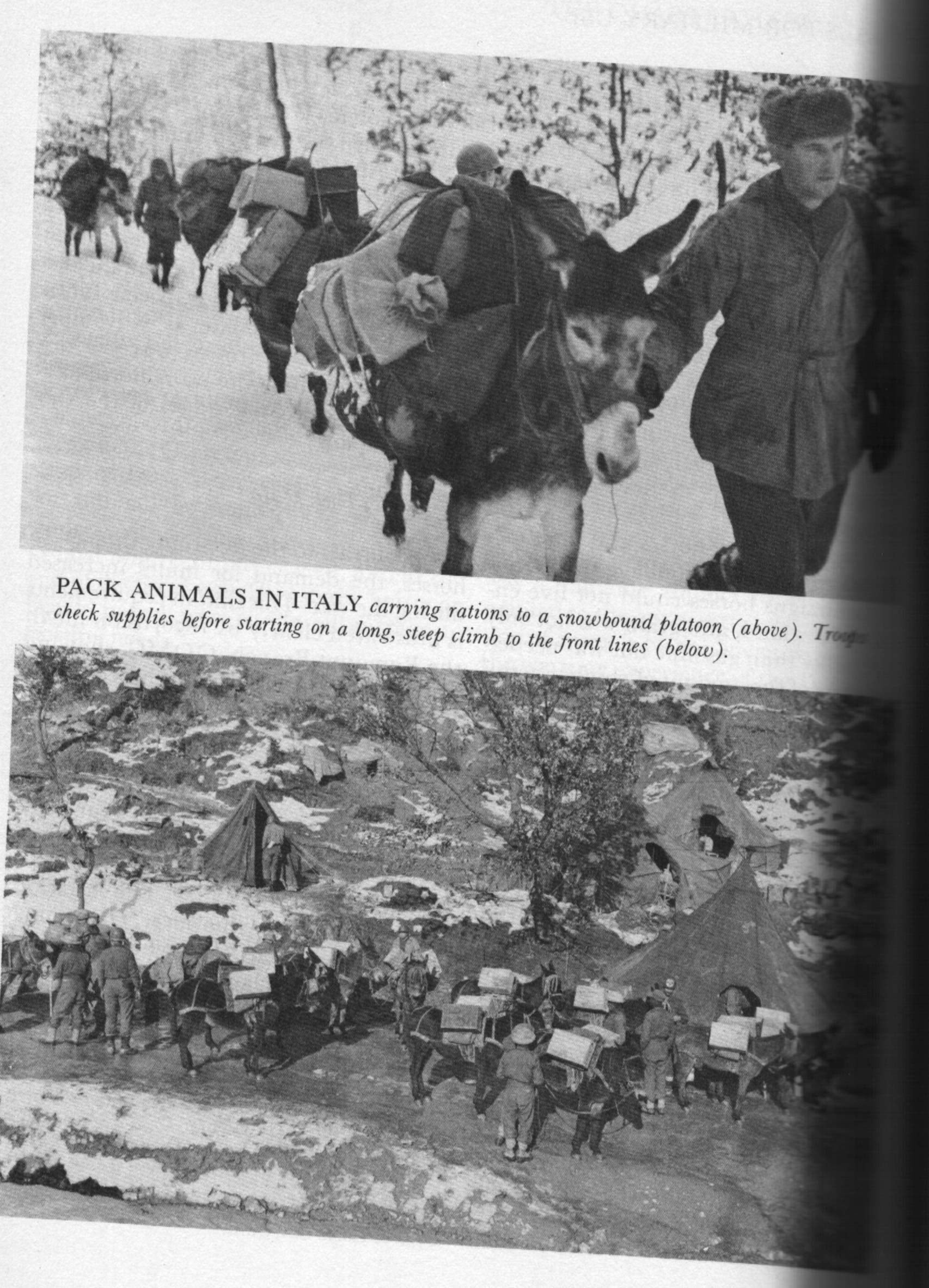
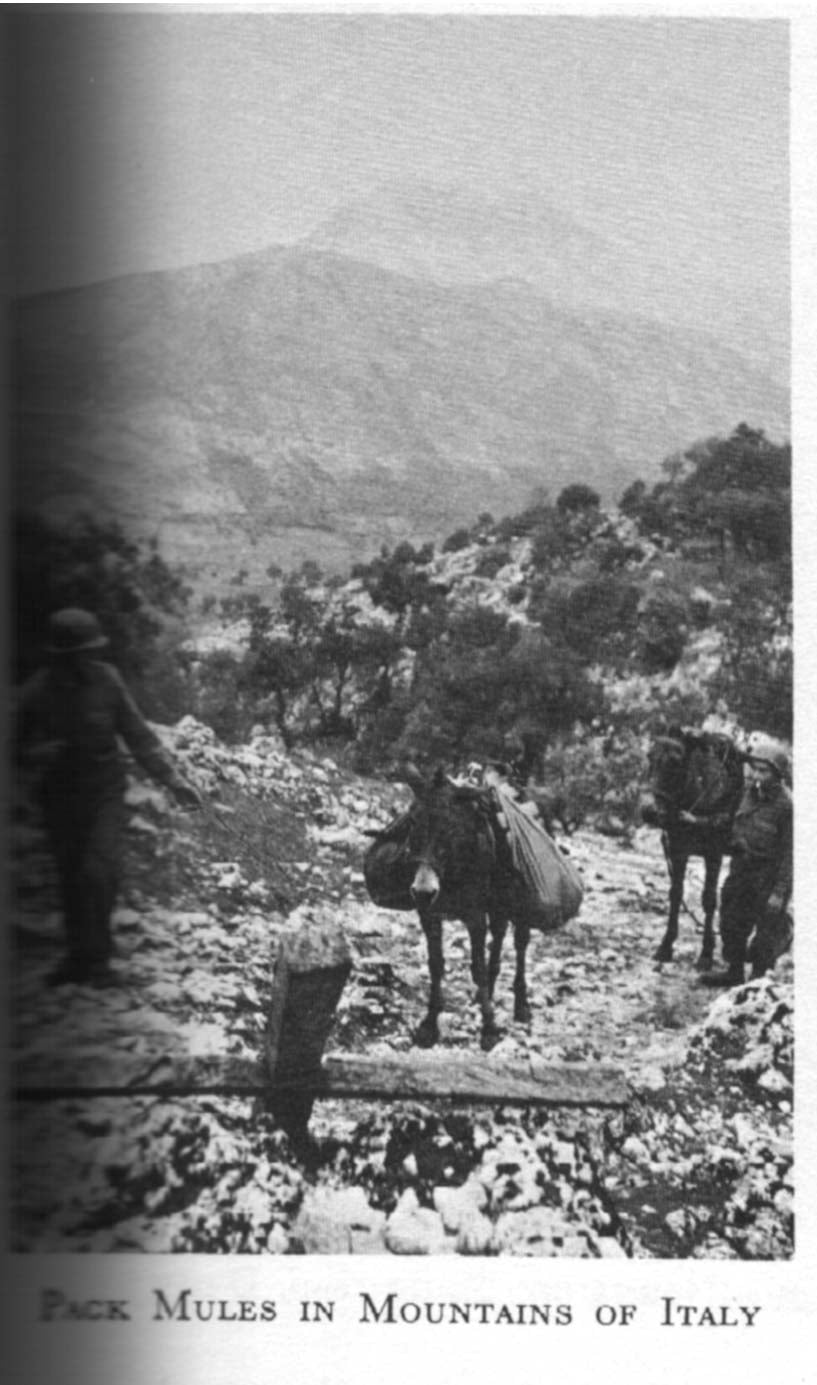
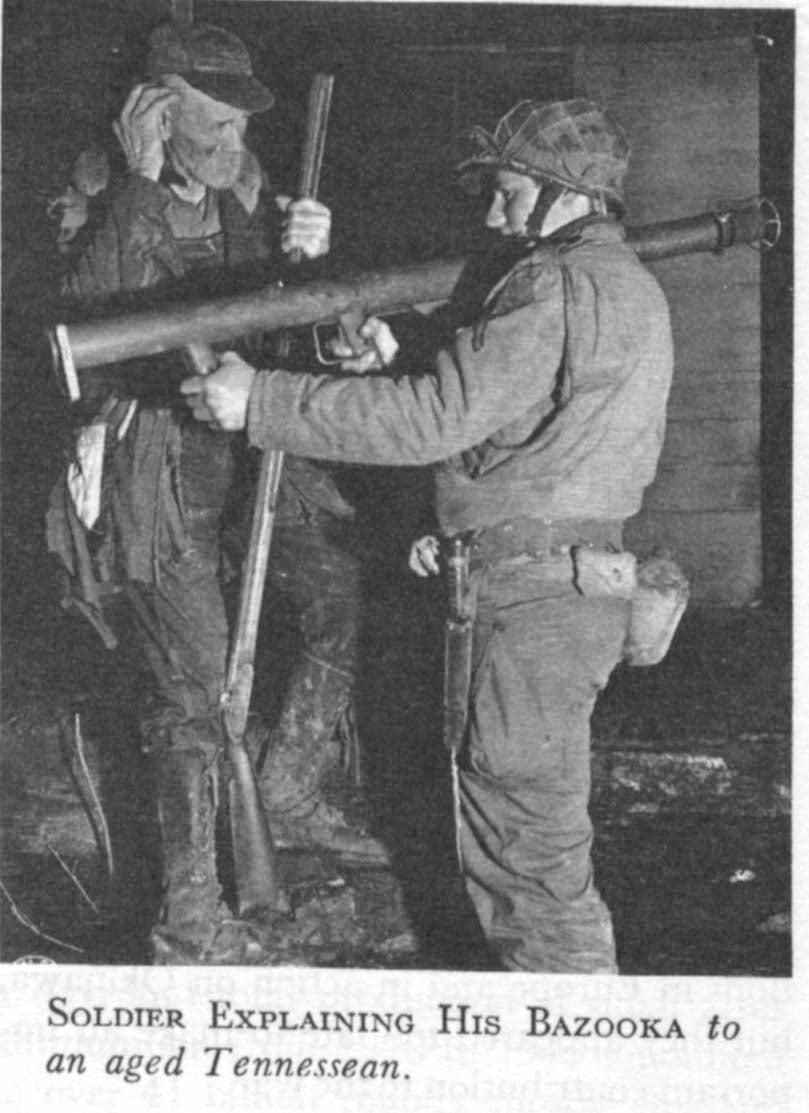
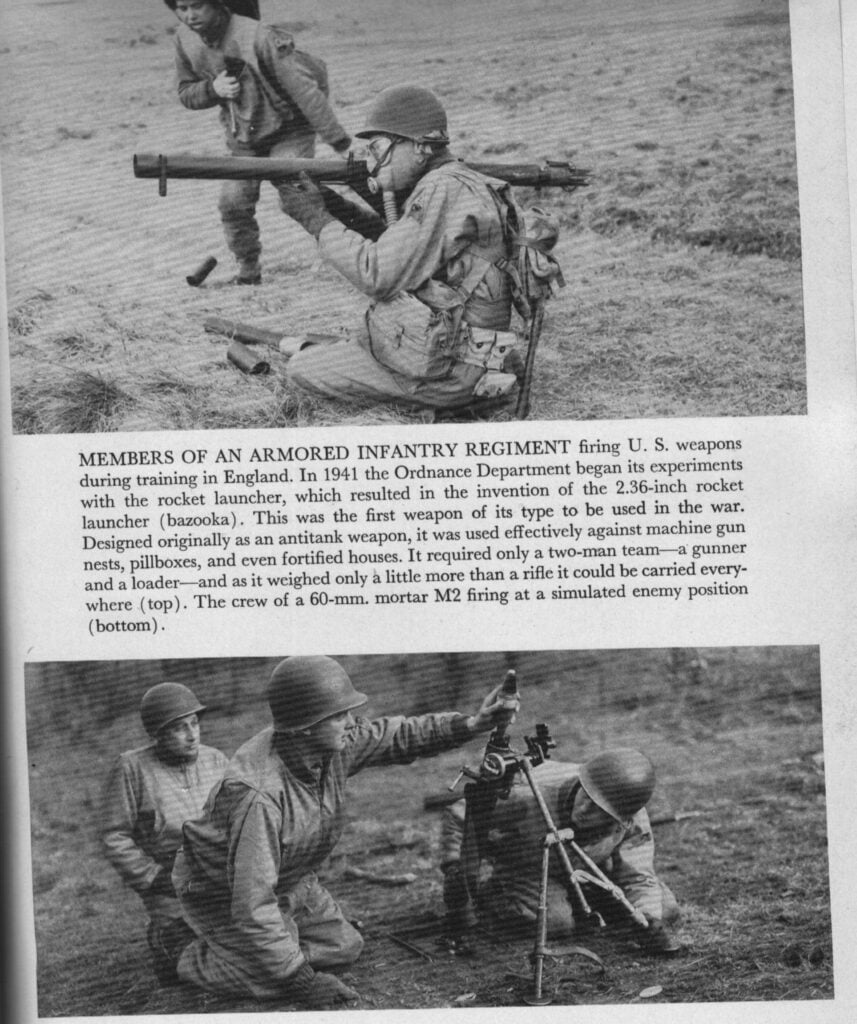
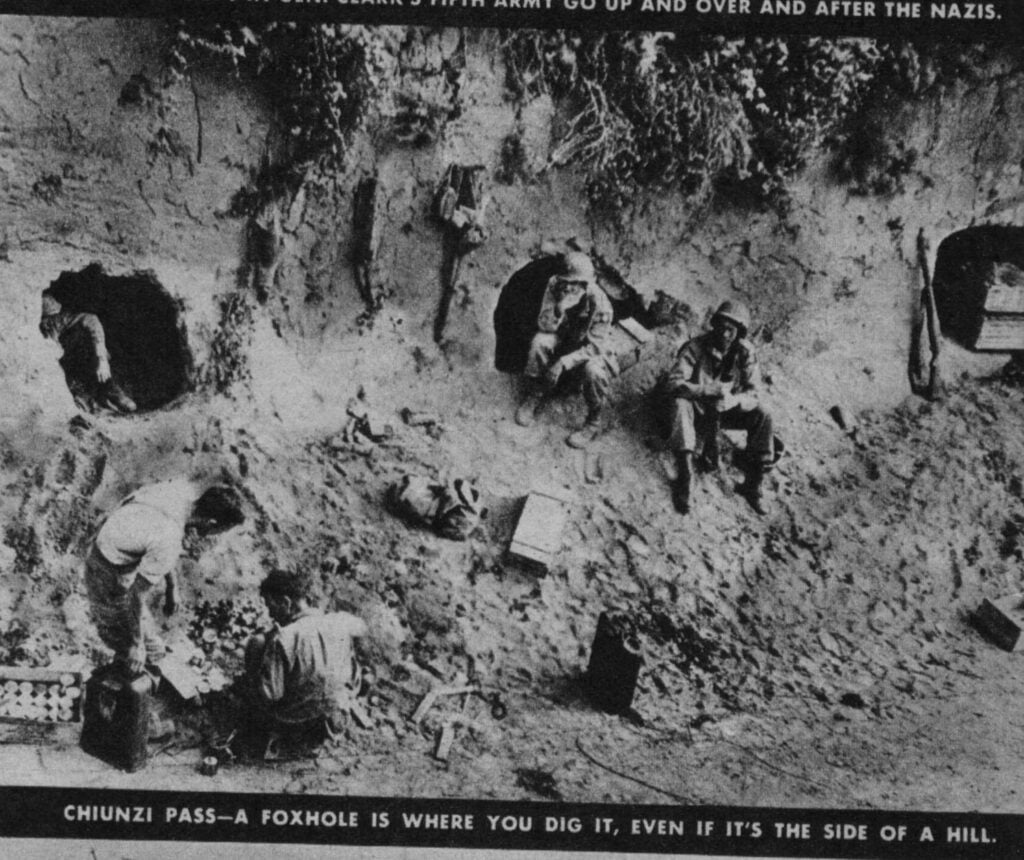
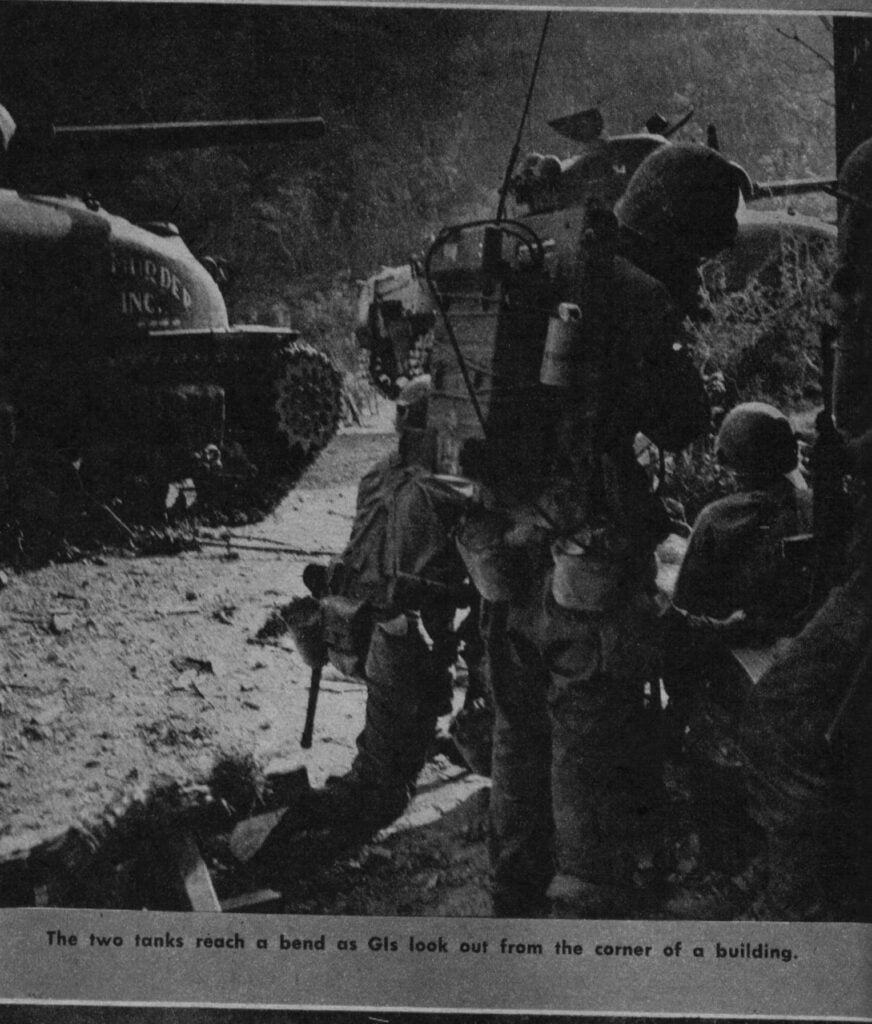
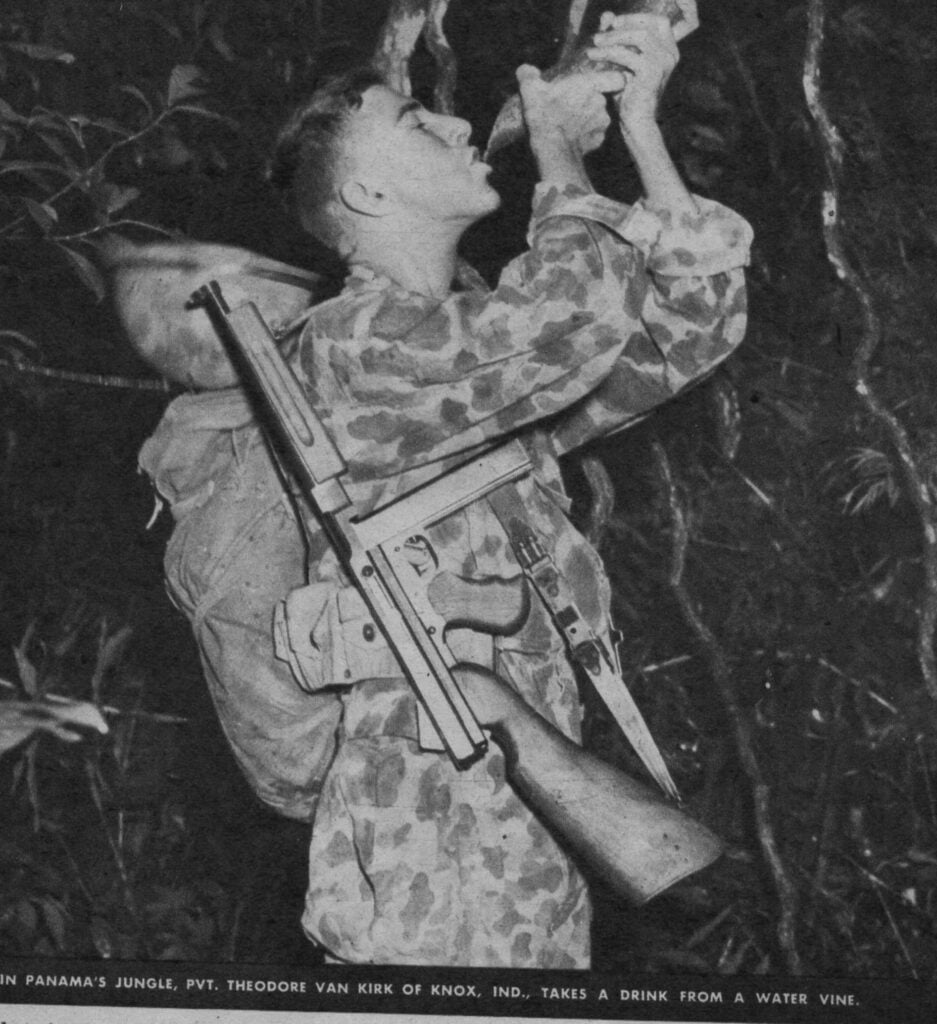
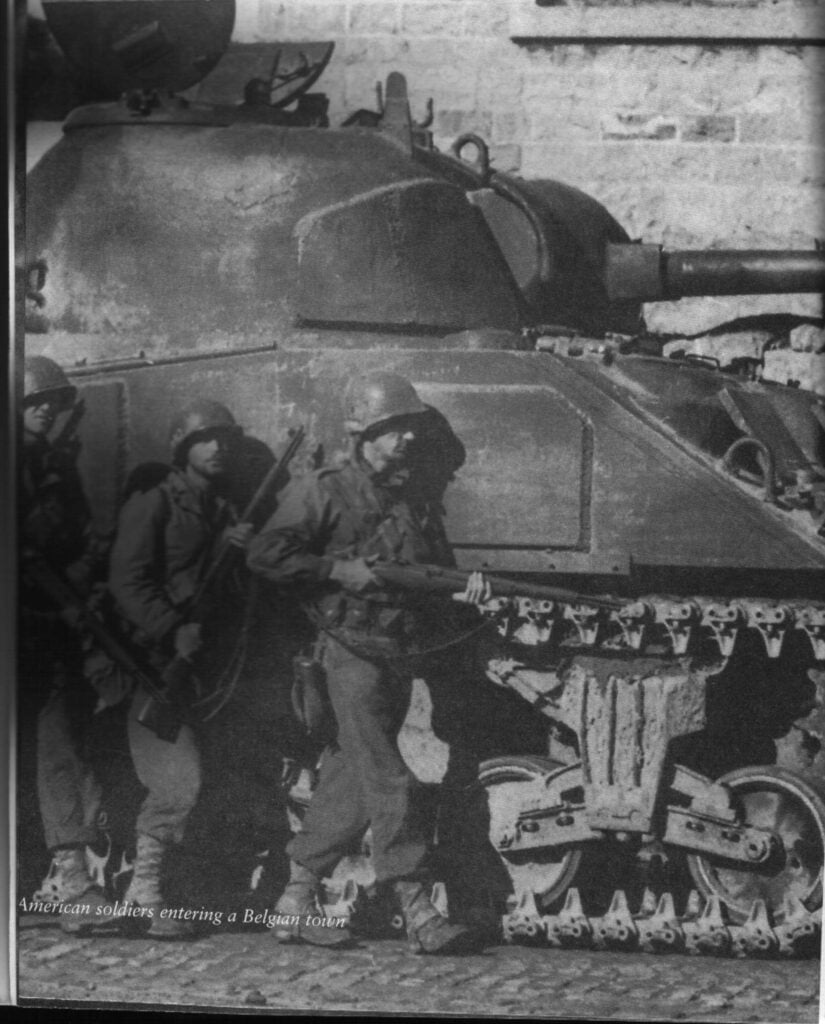
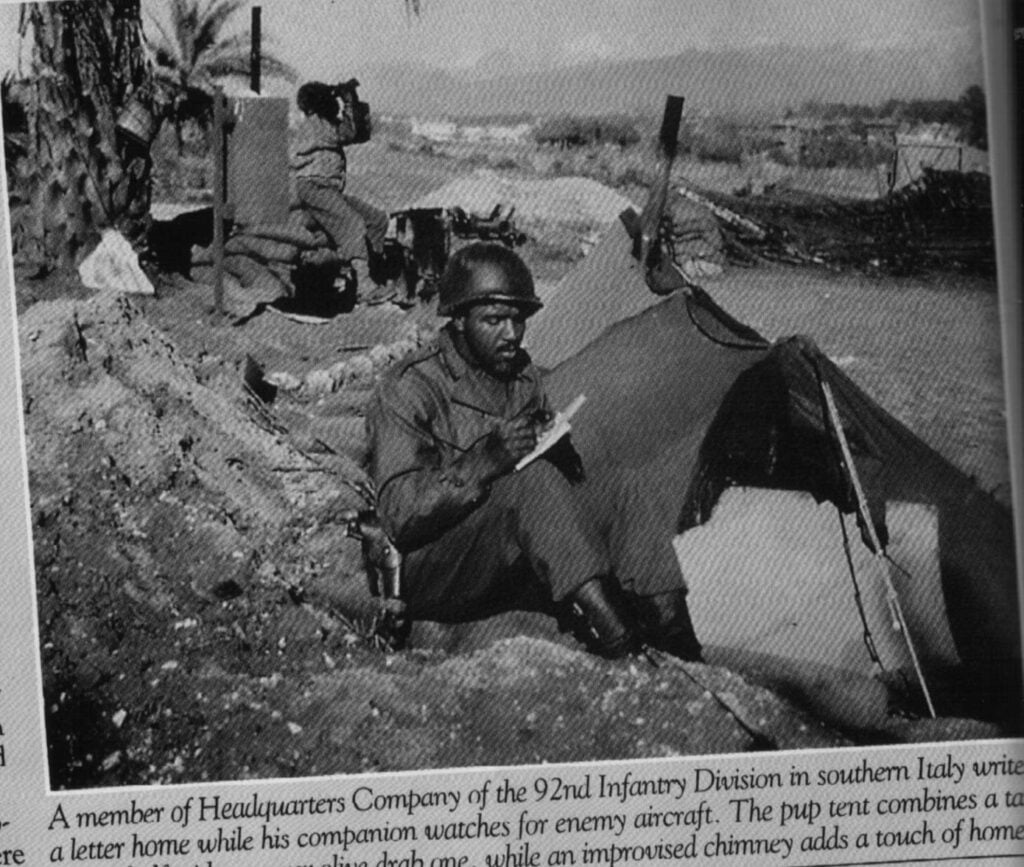
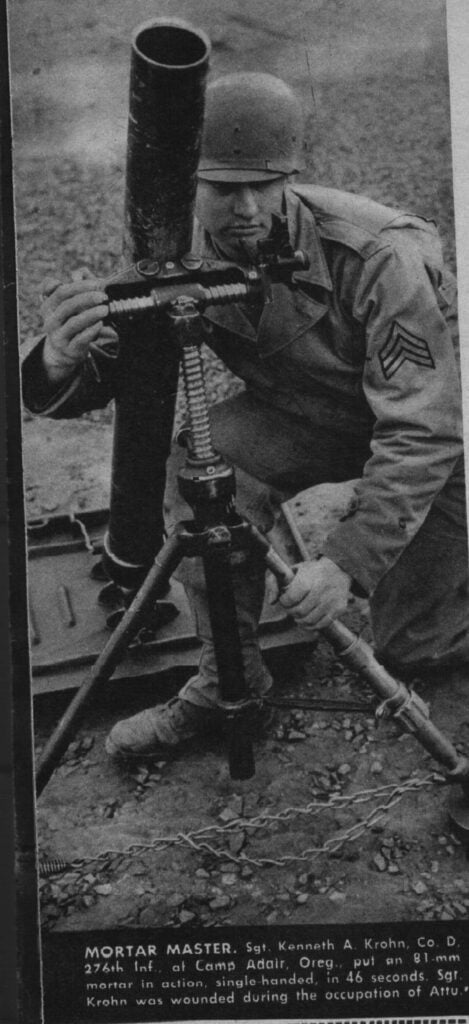
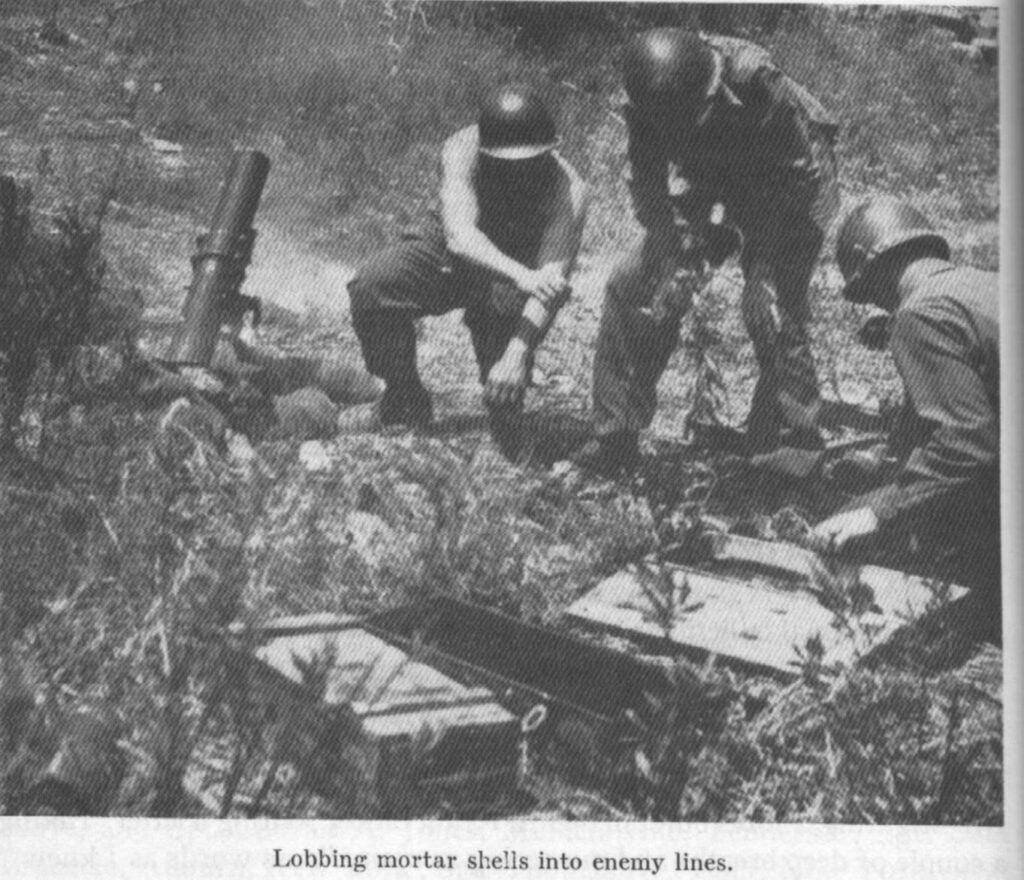
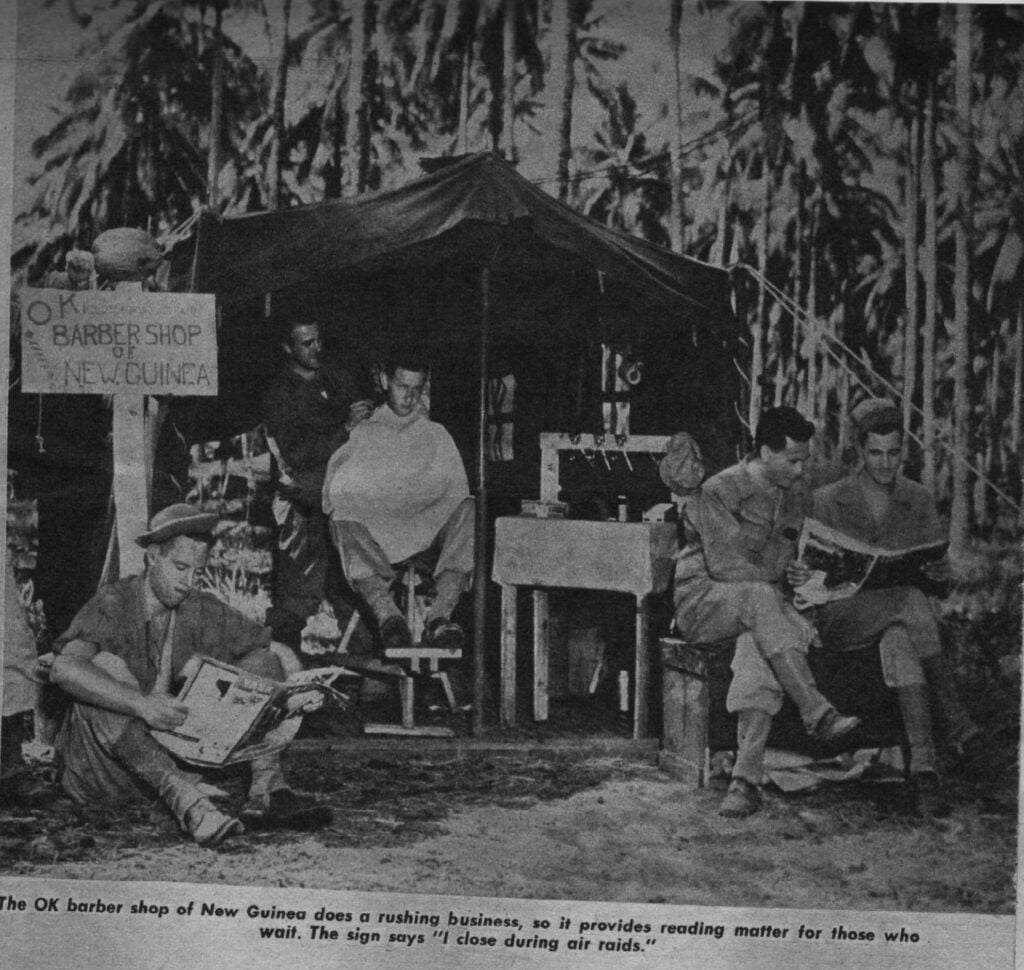
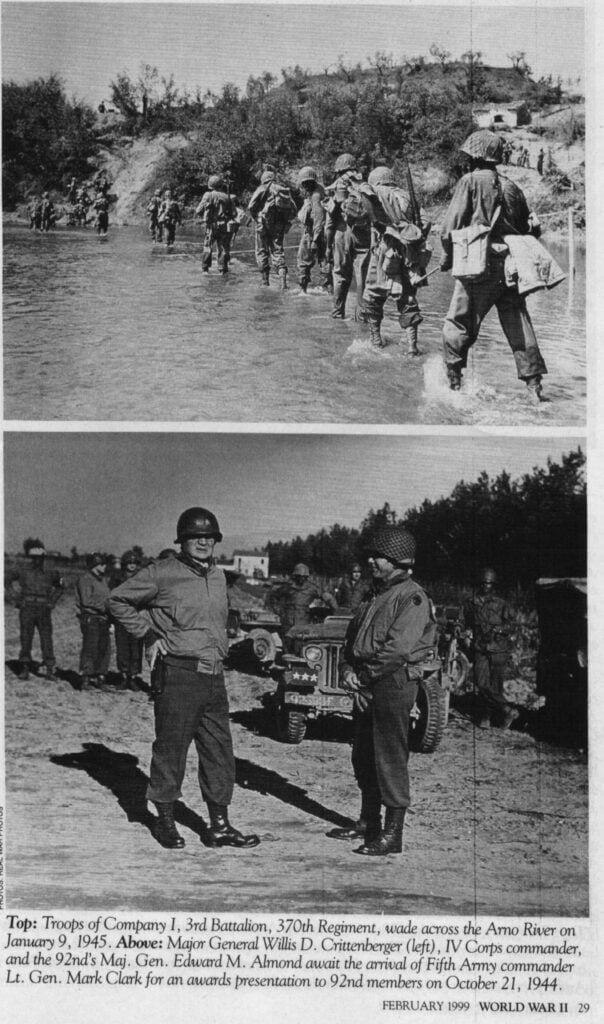
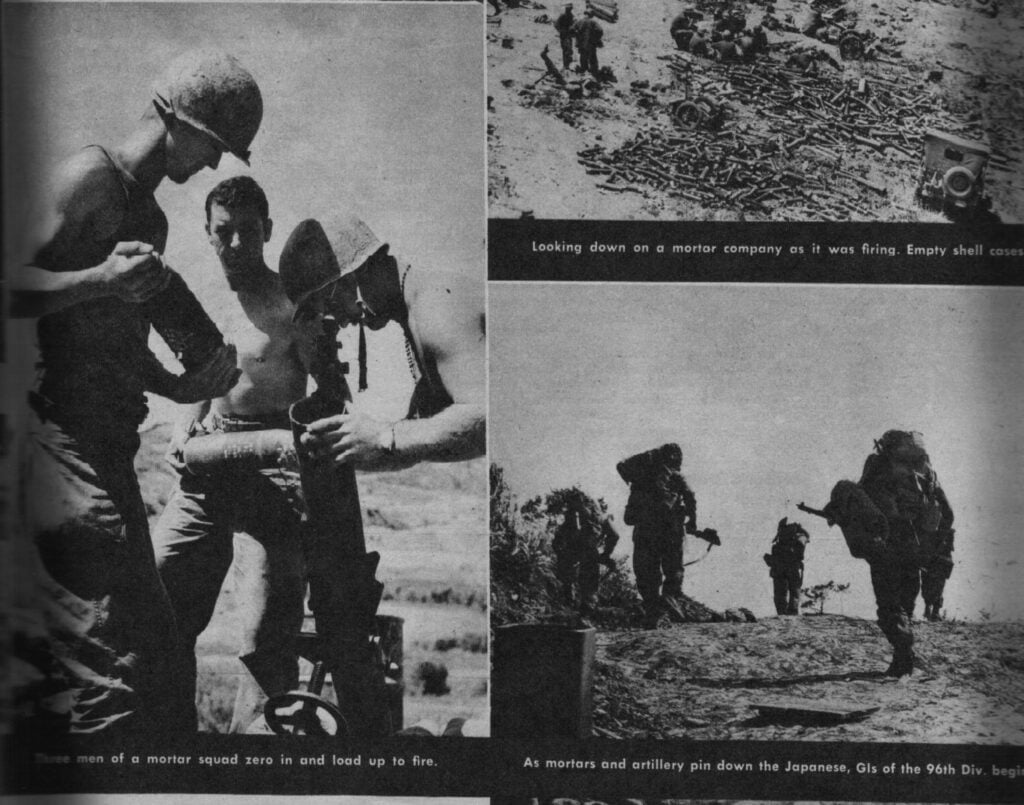
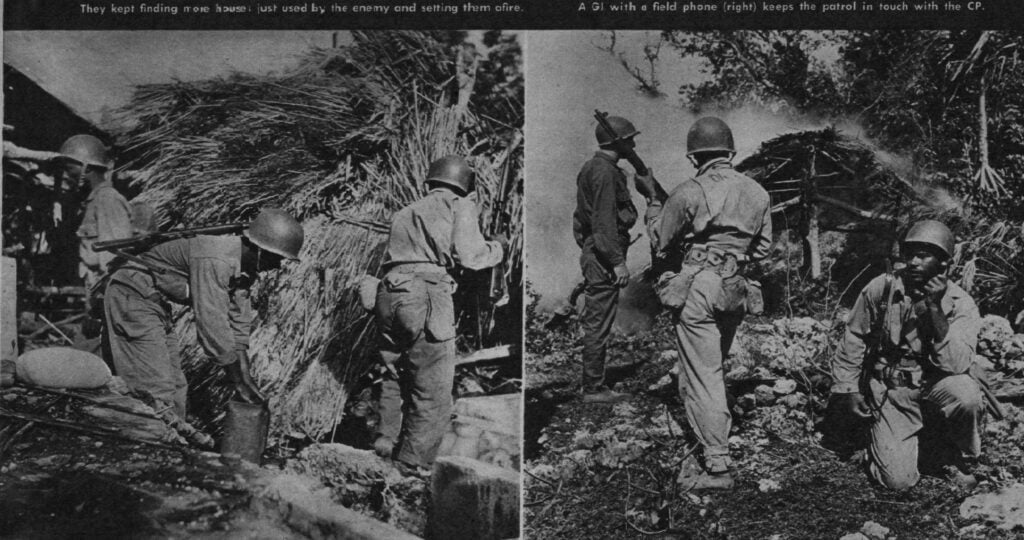
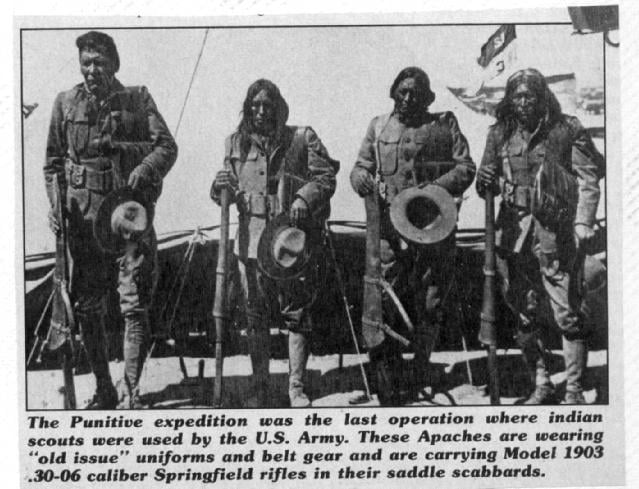
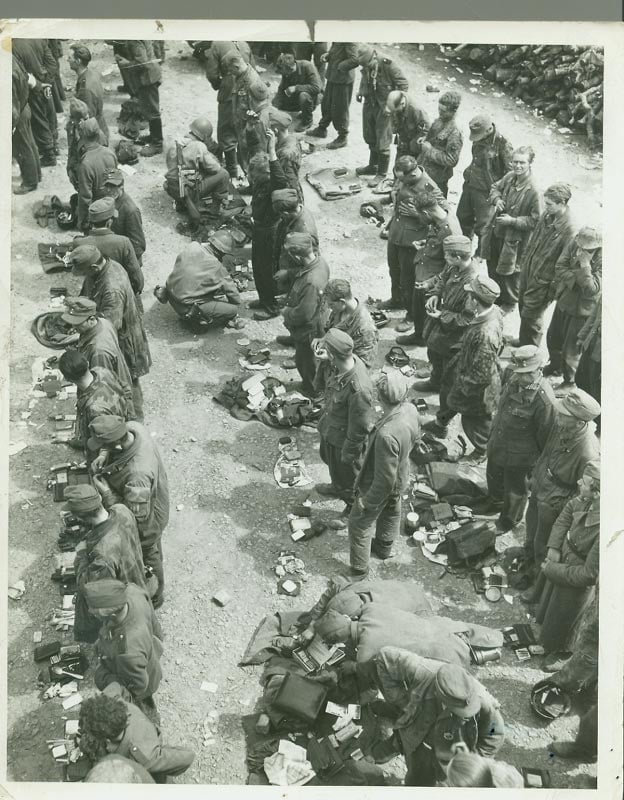
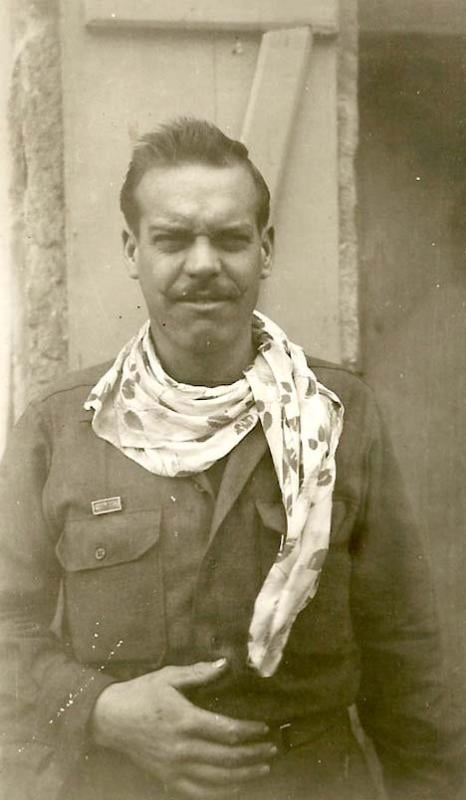
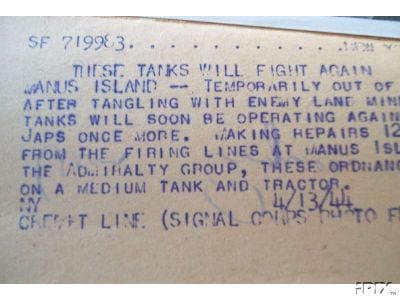
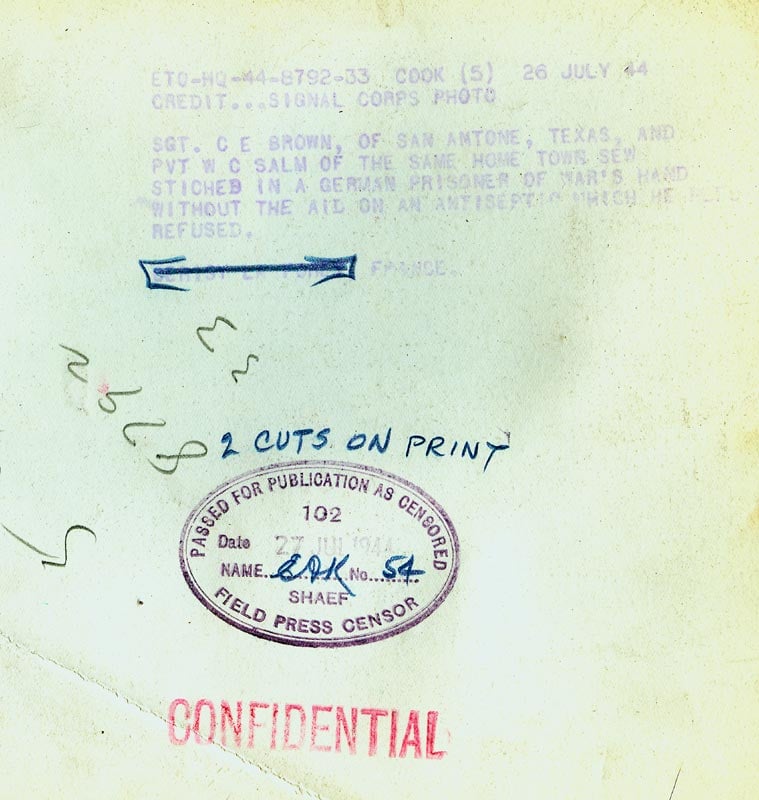
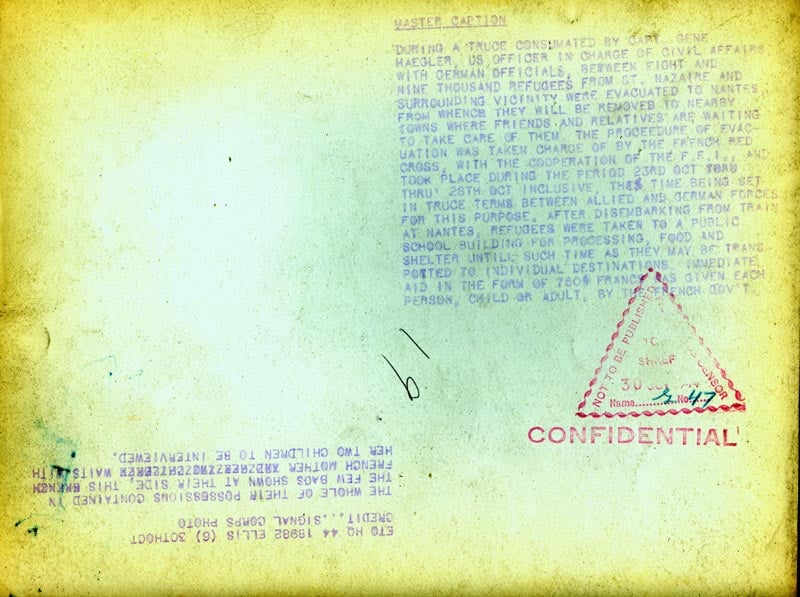
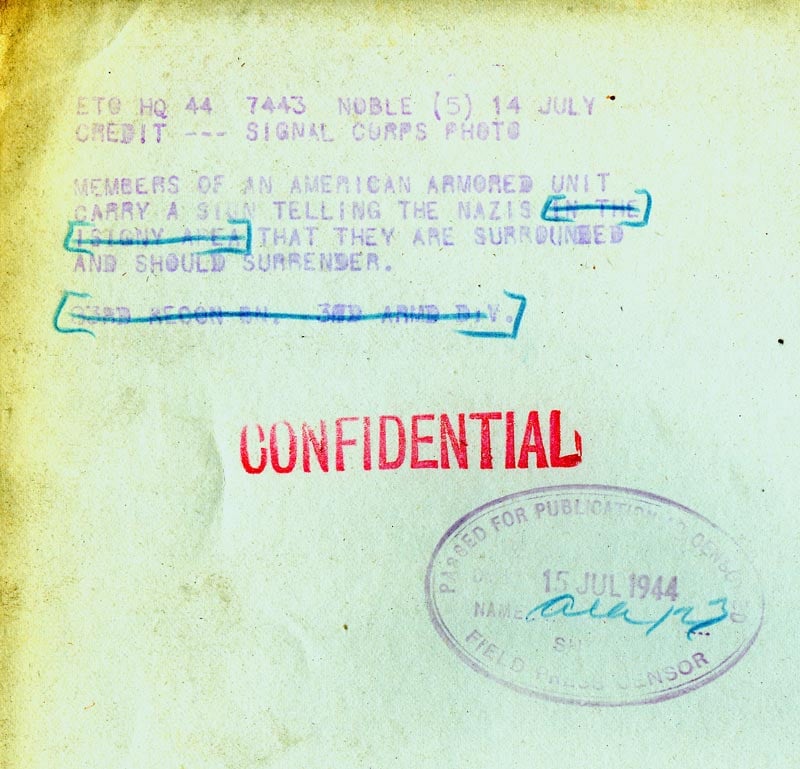
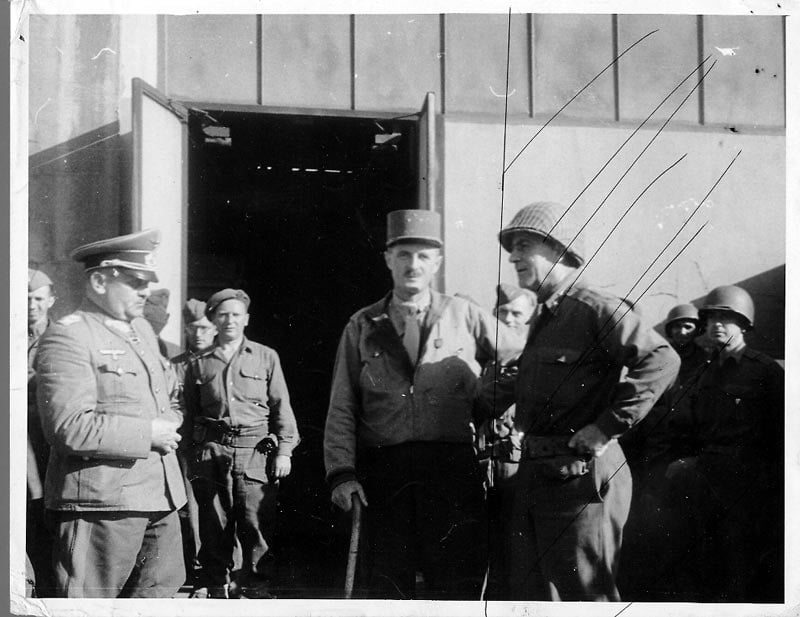
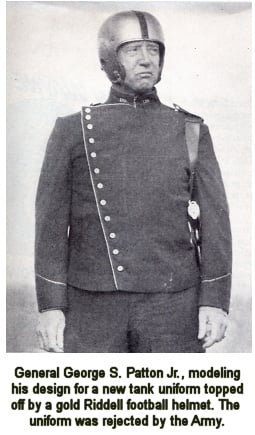
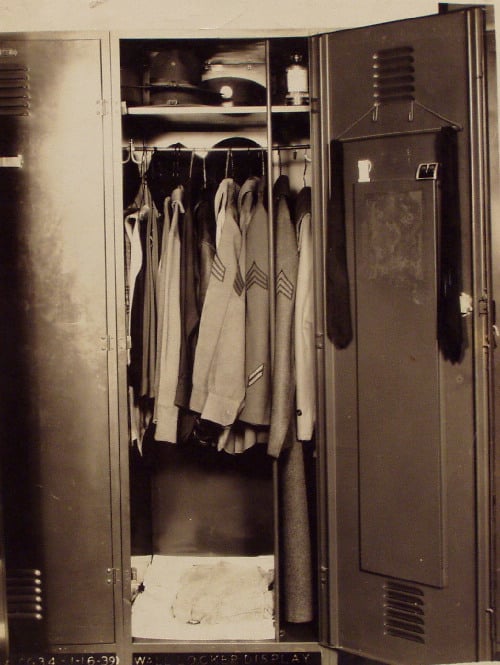
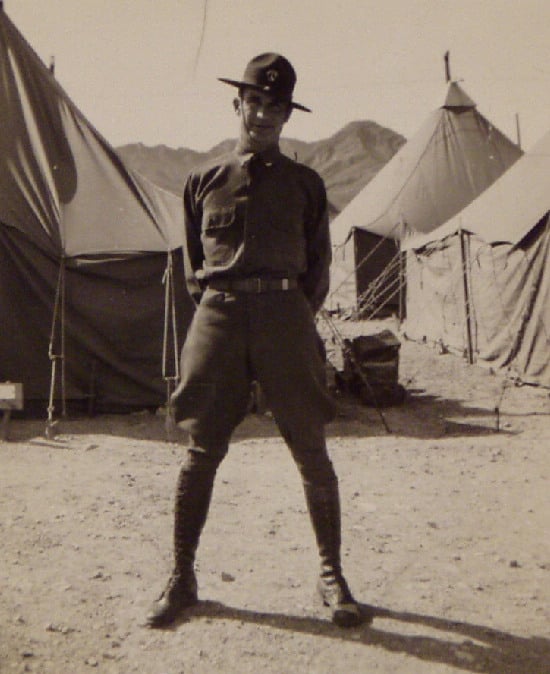
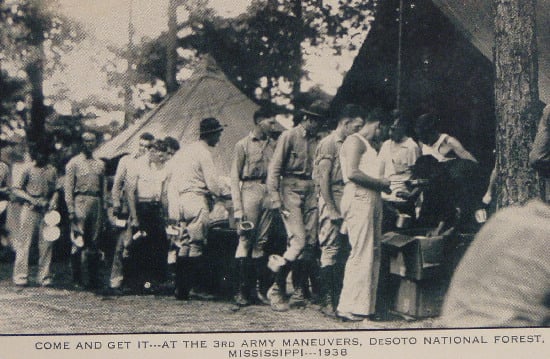
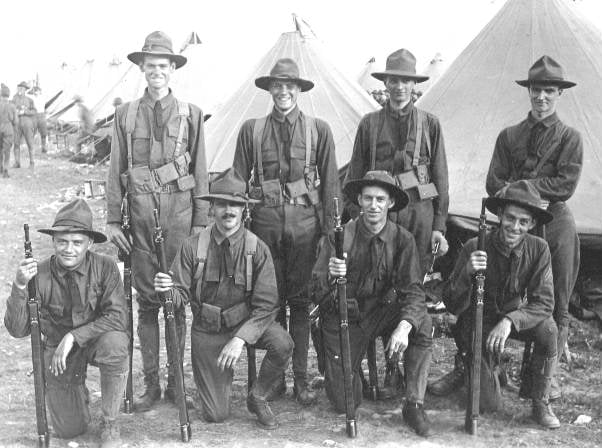
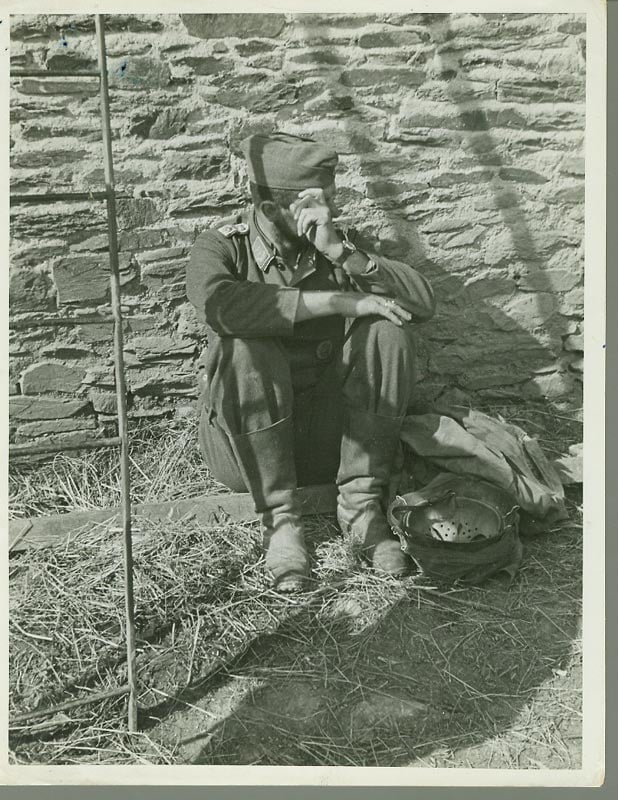
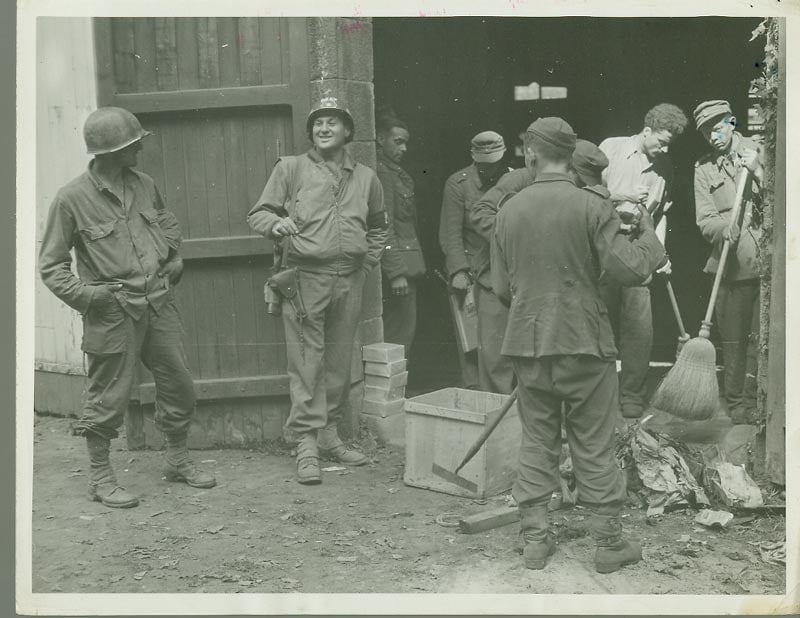
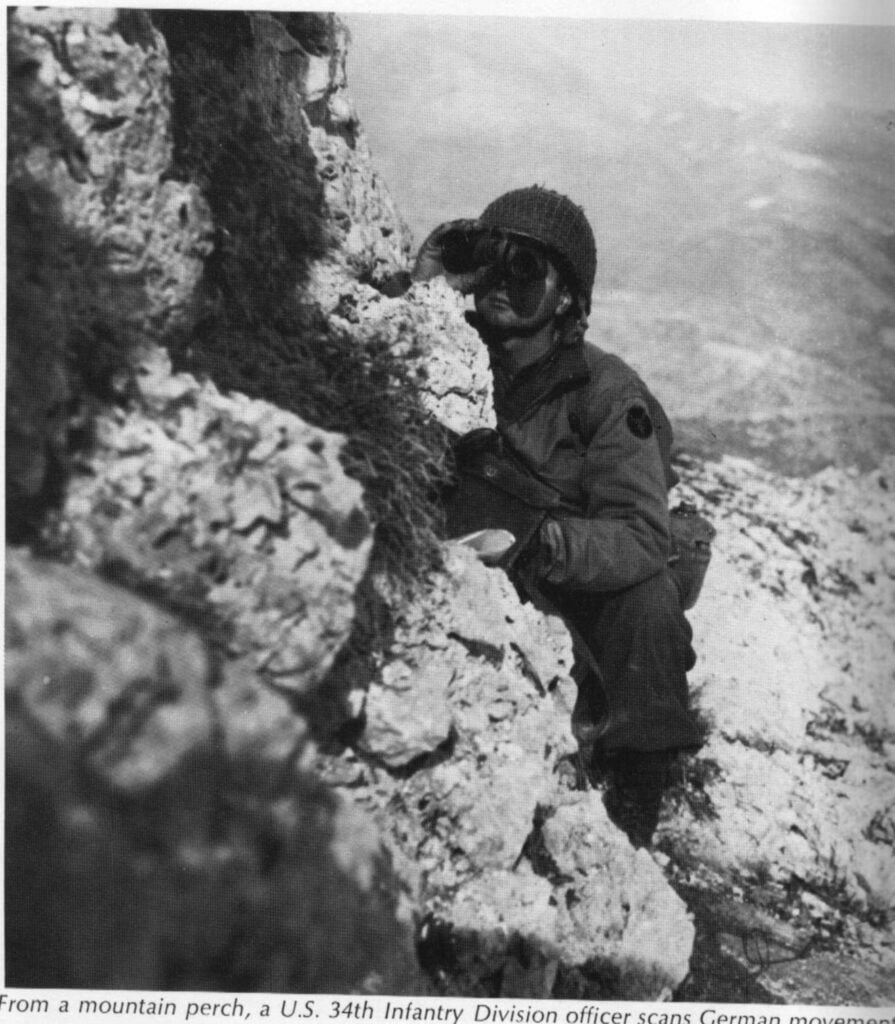
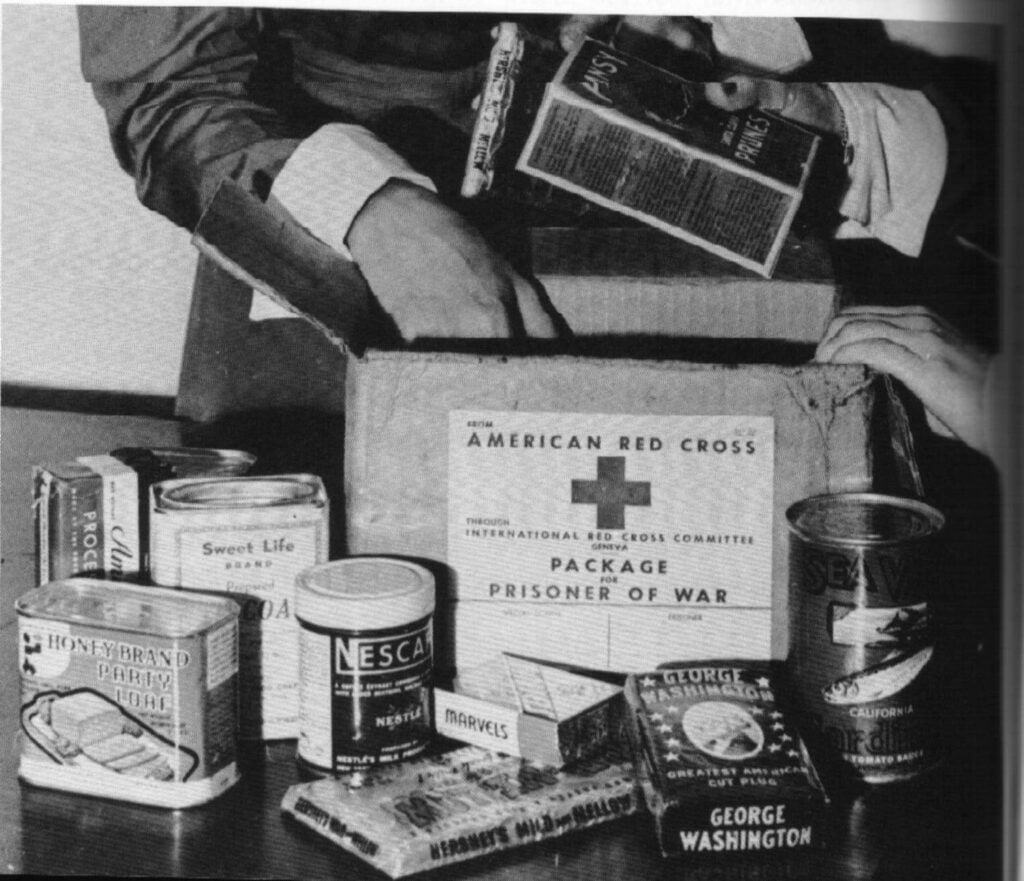
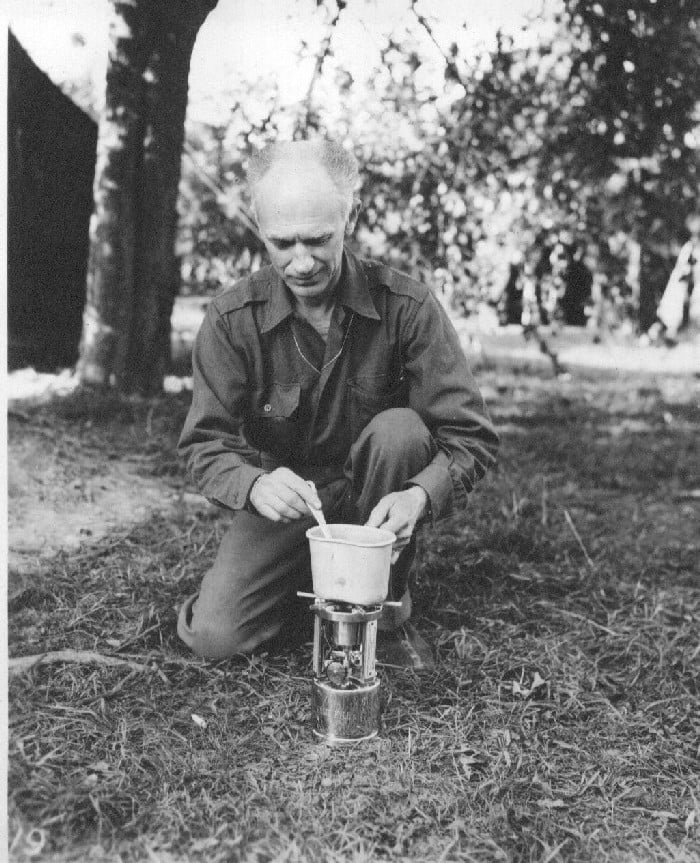
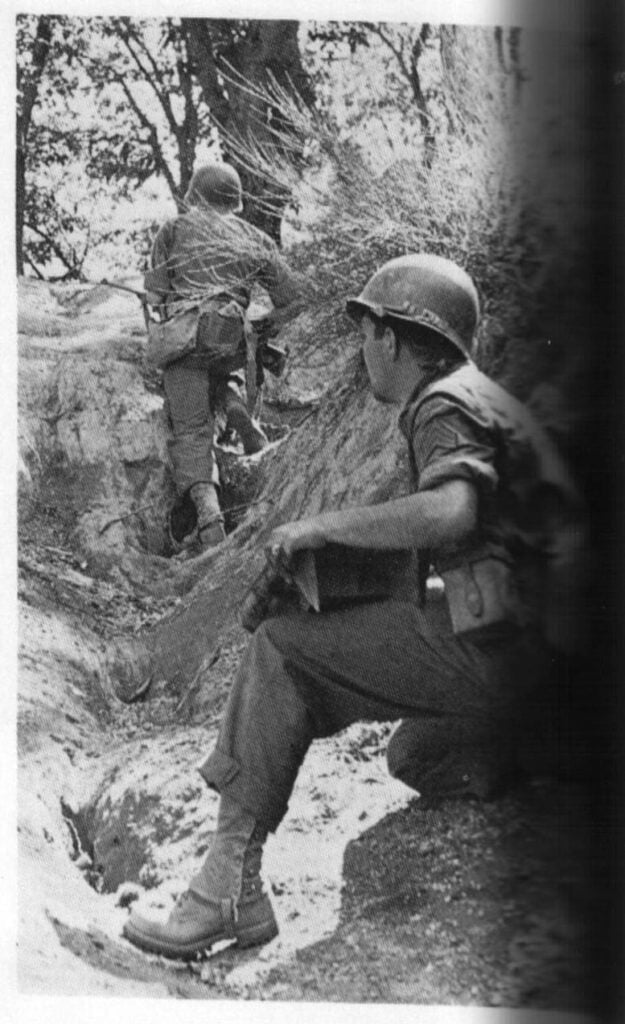
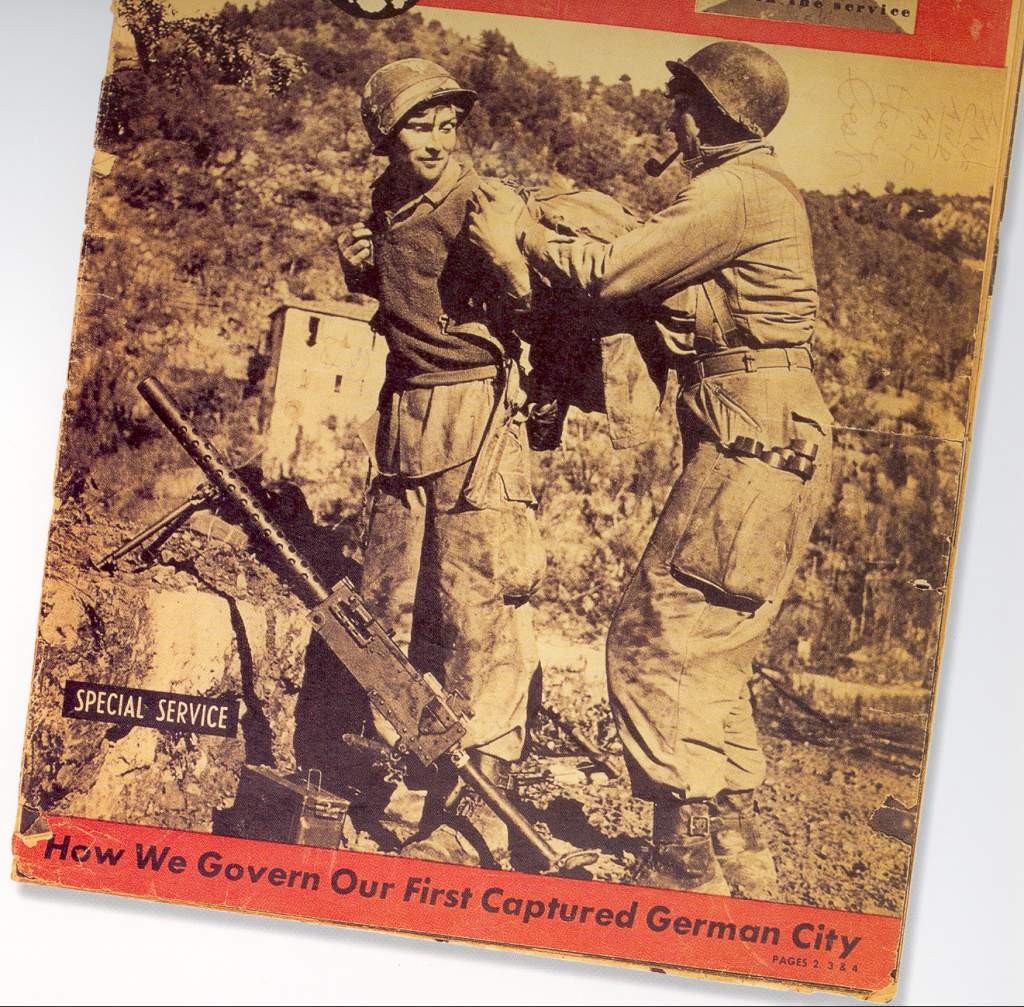
World War II Generic Images
Below are some generic World War II Images that I’ve collected over the years from eBay sales, defunct websites, forums, etc. Some of them might be closer to WW1, the Interwar Period, or the early 1940s.
Maybe someday I’ll go through them and cull and organize but for now, I’ve just added them into a big gallery below.
































































































































































Persian Gulf Command Information
One day, I hope to write a book on the US Involvement in the Persian Gulf during WWII. I think there are some good Persian and Russian sources that could be utilized, and technology exists to potentially access them and translate them efficiently.
In the meantime, I’ll keep a running tab of resources.